مشخصات:
| مدل |
HN0516-4 |
| فشار نامی |
500 کیلونیوتن تا 5000 کیلونیوتن |
| طول میز کار |
1600 میلیمتر تا 3450 میلیمتر |
| فاصله بین ستونها |
1230 میلیمتر تا 5100 میلیمتر |
| عمق گلو |
260 میلیمتر تا 550 میلیمتر |
| طول حرکت سُنگینکش |
200 تا 300 میلیمتر |
| حداکثر ارتفاع باز شدن |
495–600 میلیمتر |
| حرکت محدودکننده عقبی |
حداکثر 1010 میلیمتر |
| توان موتور اصلی |
5/5 تا 63 کیلووات |
| سیستم کنترل |
MT15 (آلمان) |
| سیستم جبرانسازی |
مکانیکی / هیدرولیک |
| وزن ماشین |
4000 تا 51000 کیلوگرم |
توضیحات:
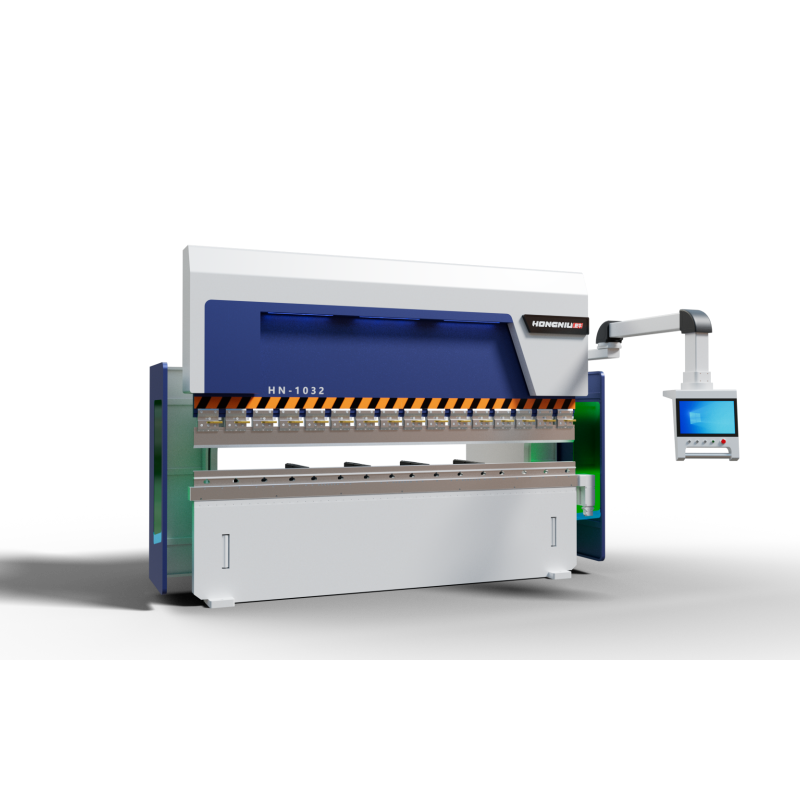
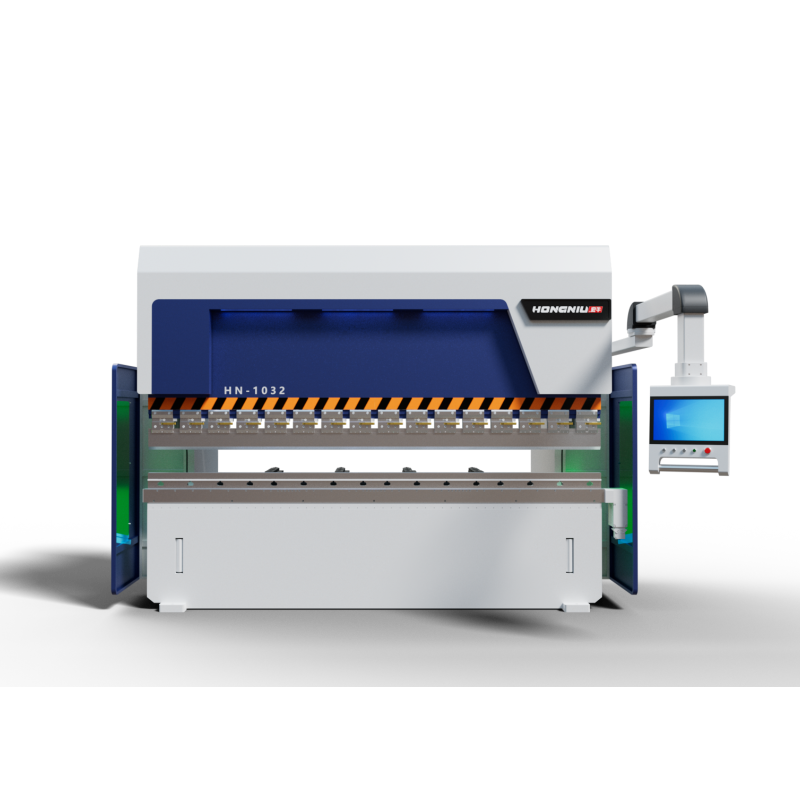
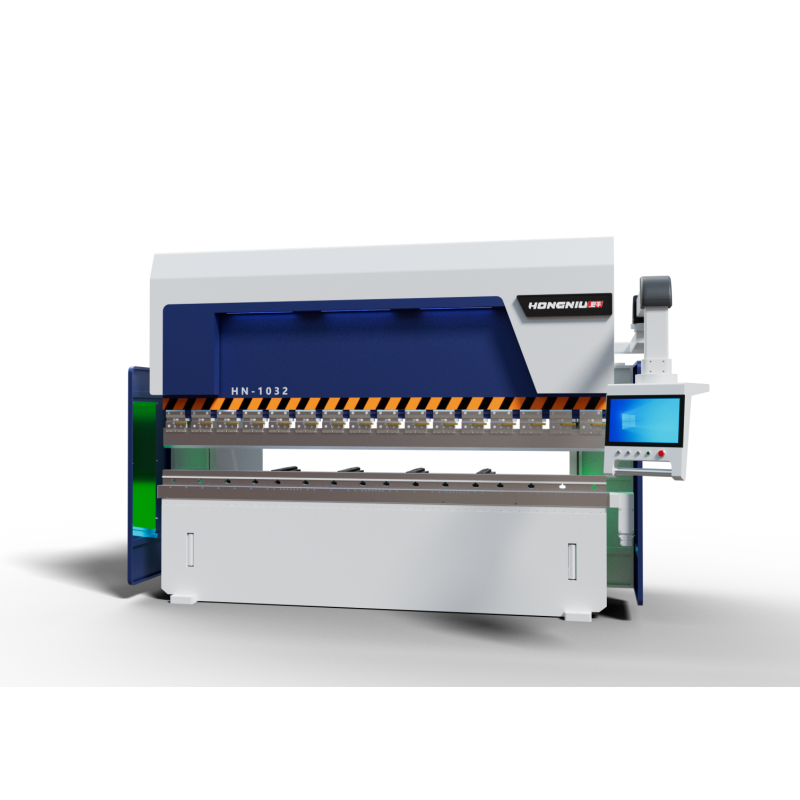
ماشین تراش CNC یک دستگاه خمزنی پرس با عملکرد بالا است که برای شکلدهی دقیق فلز در محیطهای نوین تولید طراحی شده است. این دستگاه با ویژگی سیستم سروو ترکیبی روغن-الکتریک، کنترل فشار پایدار، تکرارپذیری بالا و بازدهی عالی در مصرف انرژی را فراهم میکند.
با قابلیت پشتیبانی از کنترل چندمحوره و رابطهای اتوماسیون، سری HN برای کارهای مستقل و همچنین یکپارچهسازی در خطوط خمکاری اتوماتیک ایدهآل است.
اجزای باکیفیت برای عملکرد قابل اعتماد
- سیستم کنترل: کنترلر عددی کامپیوتری MT15 از آلمان برای عملکرد پایدار و هوشمند
- شیرهای هیدرولیک: گروه شیر هیدرولیک فرکانس بالا رکسورث (آلمان)
- شیر تناسبی: هنگلی (آمریکا) برای تنظیم دقیق فشار
- انکودر خطی: خط کش مغناطیسی GIVI (ایتالیا) برای موقعیتیابی دقیق
- موتورهای سروو: INOVANCE (چین) برای محورهای X، R، Y
- Komponentهای برق: اشنایدر برای قابلیت اطمینان در سطح صنعتی
- سیستم آببندی: آببندی روغن NOK (ژاپن) برای عمر طولانیمدت
- سیستم هیدرولیک: اتصالات لوله روغن پارکر و پمپ روغن SUUNY
مشخصات و عملکرد
سری HN نیروی خم کاری را از 500 کیلونیوتن تا 5000 کیلونیوتن فراهم میکند، با حرکت سریع دسته و دقت دقیق موقعیتیابی محور تا ±0.01 میلیمتر در محور Y. جبران مکانیکی یا هیدرولیک برای انحنای یکنواخت، اطمینان حاصل میشود که زاویه خم در سراسر طول قطعه کار یکنواخت باشد.
فناوری سروو با صرفهجویی در انرژی، مصرف برق را تا 50–70٪ نسبت به ترمزهای پرس هیدرولیک سنتی کاهش میدهد.
کاربردها و انعطافپذیری
مواد مناسب:
-
فولاد کربنی
-
فولاد ضد زنگ
-
آلومینیوم
-
مس
-
مس
- ورق گالوانیزه
قابلیتهای پردازش:
-
خمکاری دقیق ورق فلزی
-
پروفایلهای پیچیده و قطعات کار با شکل خاص
-
قطعات بزرگمقیاس و سنگین
- عملیات خمکاری خودکار و رباتیک
کاربردها:
- کارگاههای ساخت ورق فلزی
- اجزای خودرو و حملونقل
- کابینتها و محفظههای برقی
- ساخت ماشینآلات مهندسی
- تولید لوازم خانگی
- صنایع هوافضا و فلزات دقیق
نمودار سناریوی صنعت کاربرد
 |
 |
 |
 |
| صنعت هوافضا |
صنعت خودرو |
اثاث و تزئینات |
ماشینآلات ساخت فلز |
مزیت رقابتی:
- سیستم هیبریدی روغن-الکتریک سروو: دقت بالا با صرفهجویی قابل توجه در انرژی
- کنترل فشار حلقه بسته: دقت خمکاری پایدار و قابل تکرار
- آماده اتوماسیون: پشتیبانی از یکپارچهسازی ربات و خطوط تولید خودکار
- فضای بزرگ فرآوری: حرکت طولانی و بازشدگی بالا برای قطعات بزرگتر از حد معمول
- تغییر سریع ابزار: فیکسچر سریع استاندارد، بستن هیدرولیکی به صورت اختیاری
- قطعات پریمیوم: شیرهای رکسروث، تجهیزات الکتریکی اشنایدر، انکودرهای گیوی
- محدوده گسترده مدلها: 500 کیلونیوتن تا 5000 کیلونیوتن برای پاسخگویی به نیازهای متنوع تولید
- عملکرد بیصدا و روان: بازگشت فشار در حالت بیصدا و کنترل سروو
بازرسی کیفیت و فرآیند تولید:
| بازرسی پیش از مونتاژ |
ماشینکاری دقتمند |
ارتعاش و پیری طبیعی |
| هر مؤلفه دستگاه تحت اندازهگیری دقیق صافی ریل هدایت و دقت هندسی قرار میگیرد. ارتفاعسنجها ابعاد خطی را تأیید میکنند تا هر قطعه استانداردهای طراحی را برآورده سازد. |
ماشینکاری سریع اولیه، حذف ناخالصیها و مواد اضافی را انجام میدهد و پس از آن پرداخت نهایی برای سطوح صاف و بدون ناهمواری انجام میشود که دقت برش بلندمدت را تضمین میکند. |
تنش داخلی باقیمانده از طریق ارتعاش و چرخههای حرارتی طبیعی آزاد میشود. این فرآیند صلبیت ساختاری، پایداری و دقت ابعادی بستر دستگاه را بهبود میبخشد. |
| فرآیند مونتاژ |
جوشکاری و استحکام ساختاری |
بازرسی نهایی و آزمایش |
| ریلهای راهنما و دندهها توسط تکنسینهای مجرب با استفاده از ابزارهای دقیق نصب و کالیبره میشوند و انتقال روان و عملکرد پایدار دستگاه را تضمین میکنند. |
جوشکاری محافظتشده با CO₂ اتصالات محکم و عاری از نقص را تضمین میکند و استحکام کلی قاب، دوام و پایداری برش را بهبود میبخشد. |
آزمونهای عملکرد پویا دقت موقعیتیابی، تکرارپذیری و دقت جابجایی میکرونی را بررسی میکنند. اینترفرومترها خطاهای احتمالی دنده را جبران میکنند و دقت برش عالی را تضمین میکنند. |
برچسب:
- ماشین خم شدن CNC
- پرس ترمز سروو هیدرولیک
- پرس ترمز CNC ورقکاری
- دستگاه خمکاری فلز با دقت بالا
-
پرس ترمز صنعتی CNC