Specificaties:
| Model |
HN0516-4 |
| Nominale druk |
500 kN - 5000 kN |
| Werktafellengte |
1600 mm - 3450 mm |
| Afstand tussen kolommen |
1230 mm - 5100 mm |
| Keel Diepte |
260 mm - 550 mm |
| Gleuveslag |
200–300 mm |
| Maximale Openingshoogte |
495–600 mm |
| Achtersteun slag |
Max 1010 mm |
| Hoofdmotorvermogen |
5,5–63 kW |
| Besturingssysteem |
MT15 (Duitsland) |
| Compensatiesysteem |
Mechanisch / Hydraulisch |
| Machinegewicht |
4000–51000 kg |
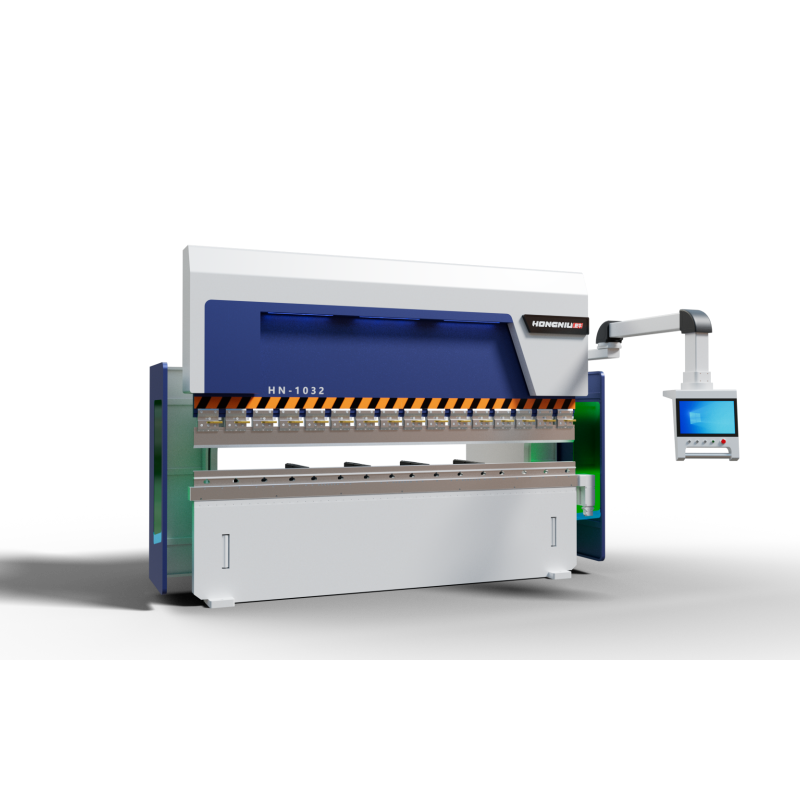
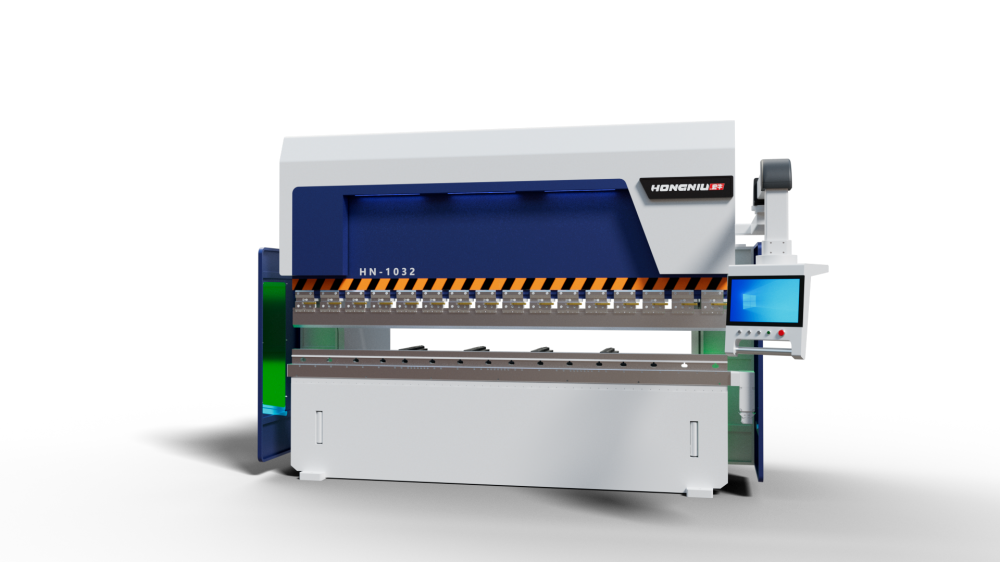
Beschrijving:
De CNC-persbreuk is een hoogwaardige persbreuk die is ontworpen voor precisie metaalvorming in moderne productieomgevingen. Voorzien van een olie-elektrische hybride servosysteem, biedt het stabiele drukregeling, hoge herhaalbaarheid en uitstekende energie-efficiëntie.
Met ondersteuning voor multi-assenbesturing en automatiseringsinterfaces is de HN-serie ideaal voor zowel zelfstandige bediening als integratie in geautomatiseerde buiglijnen.
Hoogwaardige onderdelen voor betrouwbare prestaties
- Besturingssysteem: MT15 CNC-controller uit Duitsland voor stabiele en intelligente bediening
- Hydraulische ventielen: Rexroth (Duitsland) hoogfrequente hydraulische ventielgroep
- Proportionele ventiel: HengLi (VS) voor nauwkeurige drukregeling
- Lineaire encoder: GIVI (Italië) magnetische meetschaal voor nauwkeurige positionering
- Servomotoren: INOVANCE (China) voor X-, R- en Y-assens
- Elektronische onderdelen: Schneider voor industriële betrouwbaarheid
- Dichtheidsysteem: NOK (Japan) olieafdichtingen voor een lange levensduur
- Hydraulisch systeem: Parker olieslangverbindingen en SUUNY oliepomp
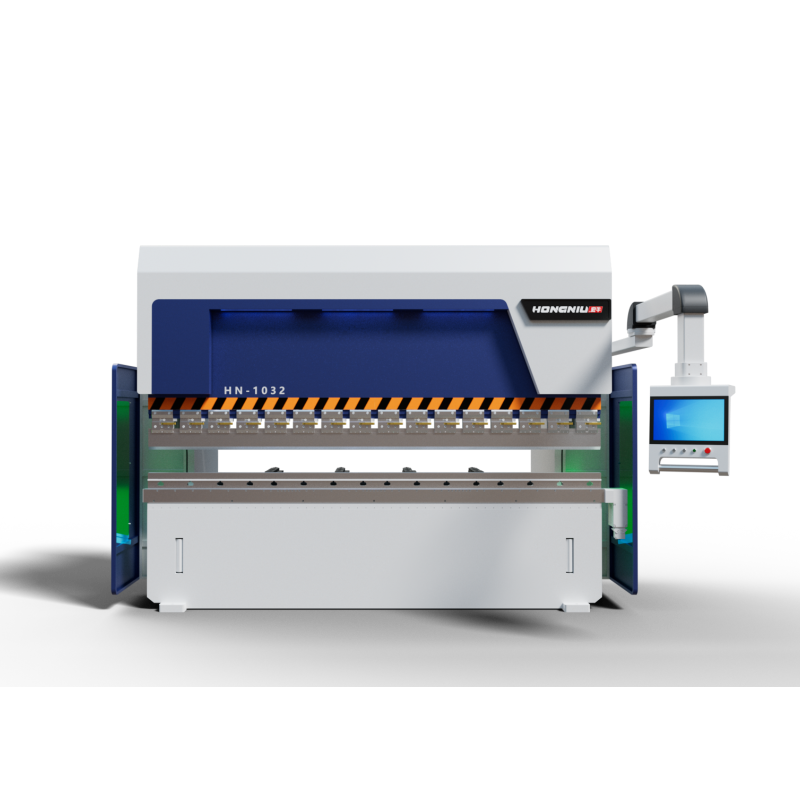
Specificaties en Prestaties
De HN-serie biedt buigkrachten van 500 kN tot 5000 kN, met hoge snelheid van de bovenste drukplaat en nauwkeurige aspositie tot ±0,01 mm op de Y-assens. Mechanische of hydraulische doorbuigingscompensatie zorgt voor een uniforme buighoek over de gehele lengte van het werkstuk.
Energiebesparende servotechnologie vermindert het stroomverbruik met 50–70% ten opzichte van traditionele hydraulische ponsbanks.
Toepassingen en veelzijdigheid
Toepasbare materialen:
-
Koolstofstaal
-
Roestvrij staal
-
Aluminium
-
Messing
-
Koper
- Galvaniseerd Blad
Verwerkingsmogelijkheden:
-
Precisie plooien van metalen platen
-
Complexe profielen en speciaal gevormde werkstukken
-
Grote formaten en zware onderdelen
- Geautomatiseerde en robotgestuurde buigoperaties
Toepassingen:
- Plaatbewerkingsworkshops
- Auto- en transportonderdelen
- Elektrische kasten en behuizingen
- Productie van werktuigmachines
- Huiskamerapparaatproductie
- Lucht- en ruimtevaart en precisie-metaalindustrie
Toepassingssector scenario diagram
 |
 |
 |
 |
| Lucht- en ruimtevaartindustrie |
Automobielindustrie |
Meubilair en decoratie |
Metaalbewerkingsmachines |
Concurrerend voordeel:
- Olie-elektrisch hybride servosysteem: Hoge precisie met aanzienlijke energiebesparing
- Gesloten regelkring drukregeling: Stabiele en herhaalbare buigprecisie
- Klaar voor automatisering: Ondersteunt robotintegratie en geautomatiseerde productielijnen
- Grote bewerkingsruimte: Lange slag en hoge opening voor extra grote onderdelen
- Snelle gereedschapswissel: Standaard snelklem, optioneel hydraulische klemming
- Hoogwaardige componenten: Rexroth-kleppen, Schneider-elektrica, GIVI-encoders
- Groot modelassortiment: 500 kN – 5000 kN om aan diverse productiebehoeften te voldoen
- Lage geluidsproductie en soepele werking: stille druksluis en servoregeling
Kwaliteitsinspectie en productieproces:
| Inspectie vóór montage |
Nauwkeurige machinering |
Trillingen en natuurlijke veroudering |
| Elk machineonderdeel wordt nauwkeurig gemeten op rechtheid van de geleidingsspoor en geometrische precisie. Hoogtemeters controleren de lineaire afmetingen om ervoor te zorgen dat elk onderdeel voldoet aan de ontwerpnormen. |
Snel grof machinaal bewerken verwijdert bramen en overtollig materiaal, gevolgd door fijne bewerking voor gladde, vlakke oppervlakken die langdurige snijprecisie waarborgen. |
Restspanning in het materiaal wordt vrijgemaakt door trillingen en natuurlijke thermische cycli. Dit proces verbetert de structurele stijfheid, stabiliteit en dimensionale nauwkeurigheid van de machineonderbouw. |
| Montageproces |
Lassen en structurele sterkte |
Finale inspectie en testen |
| Geleidingsspoor en tandheugels worden geïnstalleerd en gekalibreerd door ervaren technici met behulp van precisiegereedschap, zodat een vlotte overdracht en stabiele machineprestaties worden gewaarborgd. |
CO₂-afgeschermde lassen garanderen stevige, foutloze verbindingen, wat de algehele framesterkte, duurzaamheid en snijstabiliteit verbetert. |
Dynamische prestatietests controleren de positioneringsnauwkeurigheid, herhaalbaarheid en precisie bij microverplaatsingen. Interferometers compenseren eventuele rackfouten, wat zorgt voor superieure snijprecisie. |
Tag:
- Cnc-buigmachine
- Servo Hydraulische Persbreuk
- Plaatmetaal CNC Persbreuk
- Hoge Precisie Metaalbuigmachine
-
Industriële CNC Persbreuk