Спецификации:
| Модель |
HN0516-4 |
| Номинальное давление |
500 кН - 5000 кН |
| Длина верстака |
1600 мм - 3450 мм |
| Расстояние между колоннами |
1230 мм - 5100 мм |
| Глубина горла |
260 мм - 550 мм |
| Ход ползуна |
200–300 мм |
| Максимальная высота открытия |
495–600 мм |
| Ход заднего упора |
Макс. 1010 мм |
| Мощность основного двигателя |
5,5–63 кВт |
| Система управления |
MT15 (Германия) |
| Система компенсации |
Механический / Гидравлический |
| Вес машины |
4000–51000 кг |
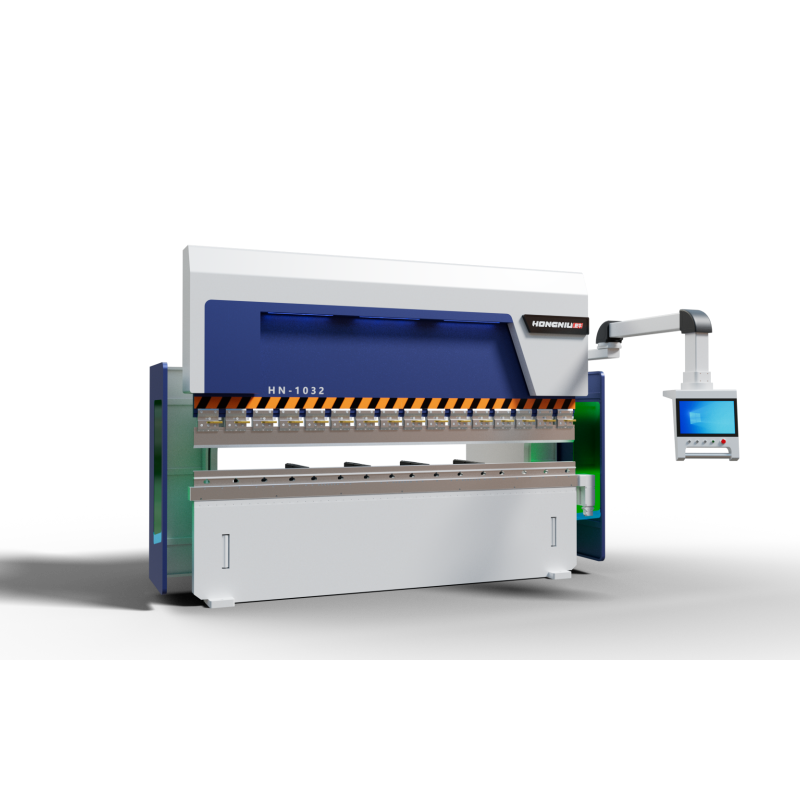
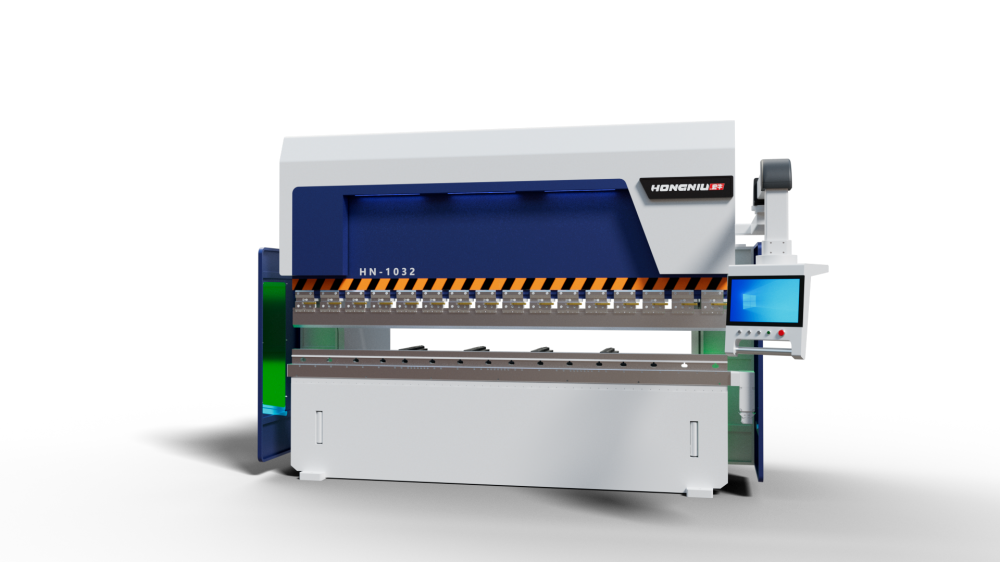
Описание:
ЧПУ-гибочный станок — это высокопроизводительный пресс-тормоз, предназначенный для точной формовки металла в современных производственных условиях. Благодаря гибридной сервосистеме масляного и электрического типа обеспечивает стабильный контроль давления, высокую повторяемость и отличную энергоэффективность.
Благодаря поддержке многокоординатного управления и интерфейсов автоматизации серия HN идеально подходит как для автономной работы, так и для интеграции в автоматизированные линии гибки.
Компоненты высокого качества для надежной работы
- Система управления: Контроллер MT15 с ЧПУ от компании из Германии для стабильной и интеллектуальной работы
- Гидравлические клапаны: Группа высокочастотных гидравлических клапанов Rexroth (Германия)
- Пропорциональный клапан: HengLi (США) для точного регулирования давления
- Линейный энкодер: Магнитная измерительная линейка GIVI (Италия) для точного позиционирования
- Сервоприводы: INOVANCE (Китай) для осей X, R, Y
- Электрические компоненты: Schneider — промышленная надежность
- Система запечатывания: Масляные уплотнения NOK (Япония) для длительного срока службы
- Гидравлическая система: Маслянные трубки Parker и масляный насос SUUNY
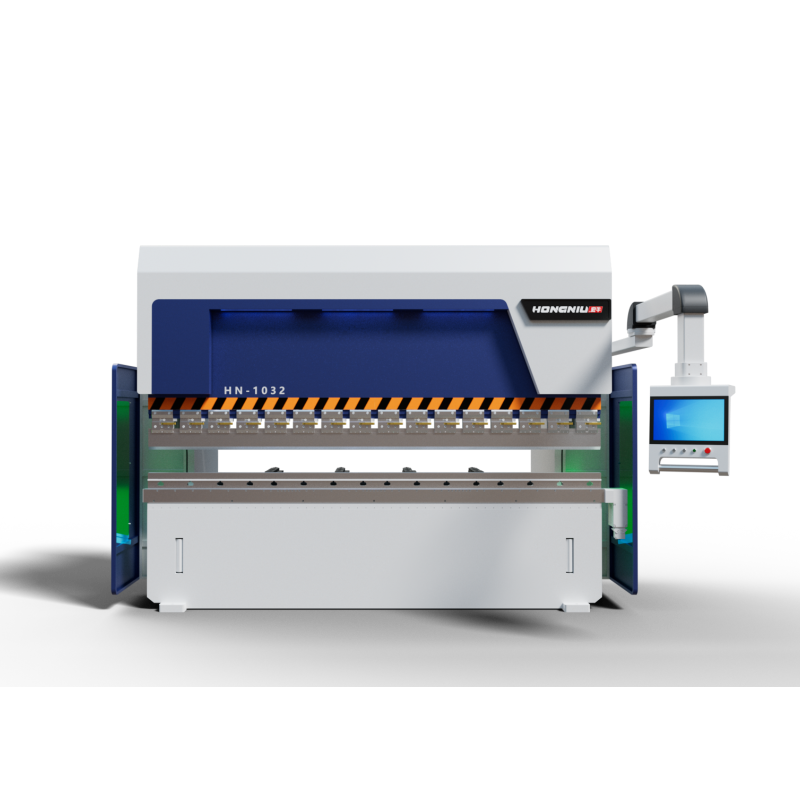
Характеристики и производительность
Серия HN обеспечивает усилие гибки от 500 кН до 5000 кН, высокую скорость движения ползуна и точность позиционирования осей до ±0,01 мм по осям Y. Компенсация прогиба стола механическим или гидравлическим способом обеспечивает равномерный угол гибки по всей длине заготовки.
Энергосберегающая сервотехнология снижает энергопотребление на 50–70 % по сравнению с традиционными гидравлическими листогибами.
Применения и универсальность
Применяемые материалы:
-
Углеродистая сталь
-
Нержавеющая сталь
-
Алюминий
-
Латунь
-
Медь
- Galvanized Sheet
Возможности переработки:
-
Точная гибка листового металла
-
Сложные профили и заготовки нестандартной формы
-
Крупногабаритные и тяжелые детали
- Автоматизированные и роботизированные операции гибки
Применение:
- Мастерские по обработке листового металла
- Автомобильных и транспортных компонентах
- Электрические шкафы и корпуса
- Производство инженерной техники
- Производство бытовой техники
- Авиакосмическая промышленность и отрасли точной металлообработки
Диаграмма сценария применения в отраслях
 |
 |
 |
 |
| Авиационно-космическая промышленность |
Автомобильная промышленность |
Мебель и декорация |
Оборудование для металлообработки |
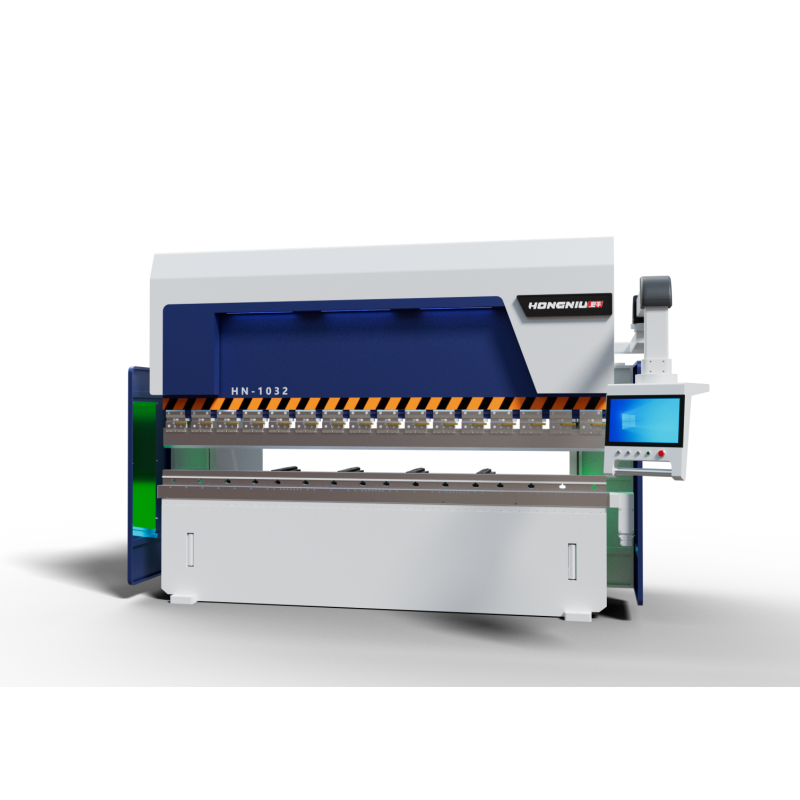
Конкурентное преимущество:
- Гибридная сервосистема с масляным электроприводом: высокая точность и значительная экономия энергии
- Замкнутое управление давлением: стабильная и воспроизводимая точность гибки
- Готовность к автоматизации: поддержка интеграции роботов и автоматизированных производственных линий
- Большое рабочее пространство: длинный ход и высокое открытие для крупногабаритных деталей
- Быстрая смена инструмента: стандартный быстродействующий зажим, опционально — гидравлическое зажатие
- Компоненты премиум-класса: клапаны Rexroth, электроника Schneider, энкодеры GIVI
- Широкая линейка моделей: от 500 кН до 5000 кН для удовлетворения разнообразных производственных потребностей
- Низкий уровень шума и плавная работа: тихий возврат давления и сервоуправление
Контроль качества и производственный процесс:
| Проверка перед сборкой |
Прецизионная обработка |
Вибрационная и естественная выдержка |
| Каждый компонент станка проходит точное измерение прямолинейности направляющих и геометрической точности. Нивелиры проверяют линейные размеры, чтобы каждая деталь соответствовала проектным стандартам. |
Черновая обработка на высокой скорости удаляет заусенцы и излишки материала, после чего следует финишная обработка для получения гладких, ровных поверхностей, обеспечивающих долгосрочную точность резки. |
Остаточные внутренние напряжения снимаются с помощью вибрации и естественных тепловых циклов. Этот процесс повышает жесткость конструкции, стабильность и точность геометрических размеров основания станка. |
| Процесс сборки |
Сварка и прочность конструкции |
Окончательный осмотр и испытания |
| Направляющие рейки и зубчатые рееки устанавливаются и калибруются квалифицированными специалистами с использованием точных инструментов, обеспечивая плавную передачу и стабильную работу оборудования. |
Сварка в среде СО₂ гарантирует прочные, бездефектные соединения, повышая общую прочность каркаса, долговечность и стабильность резки. |
Динамические испытания производительности проверяют точность позиционирования, повторяемость и точность микроперемещений. Интерферометры компенсируют любые ошибки реек, обеспечивая превосходную точность резки. |
Тег:
- ЧПУ гибочный станок
- Сервогидравлический пресс-тормоз
- Листогибочный станок с ЧПУ
- Высокоточный станок для гибки металла
-
Промышленный листогибочный станок с ЧПУ