Specificiationer:
| Modell |
HN0516-4 |
| Nominell tryck |
500 KN - 5000 KN |
| Arbetsbänkens längd |
1600 mm - 3450 mm |
| Avstånd mellan kolumner |
1230 mm - 5100 mm |
| Halsdjup |
260 mm - 550 mm |
| Slidslag |
200–300 mm |
| Maximal öppningshöjd |
495–600 mm |
| Bakstoppsväg |
Max 1010 mm |
| Huvudmotoreffekt |
5,5–63 kW |
| Kontrollsystem |
MT15 (Tyskland) |
| Kompensationssystem |
Mekanisk / Hydraulisk |
| Maskinvikt |
4000–51000 kg |
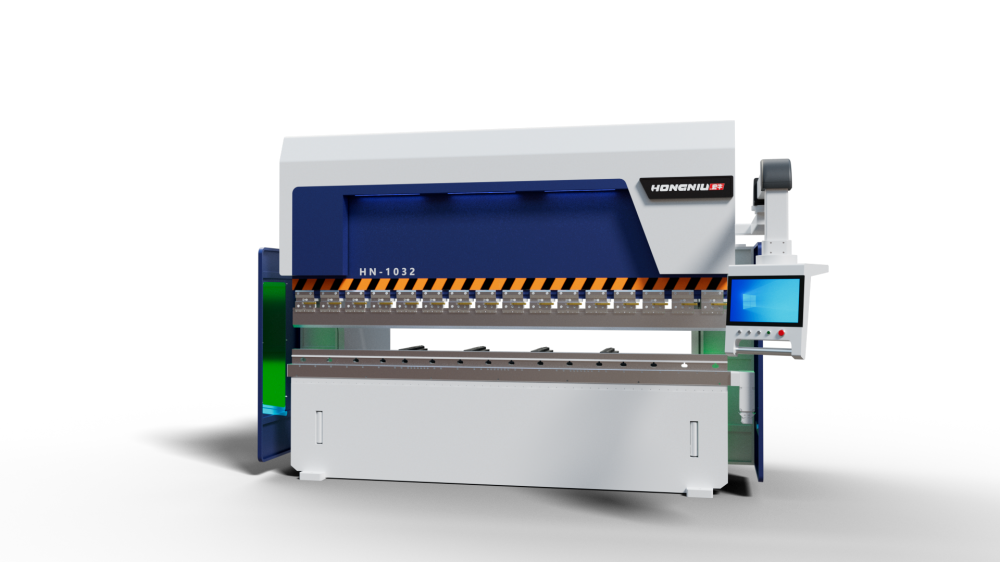
Beskrivning:
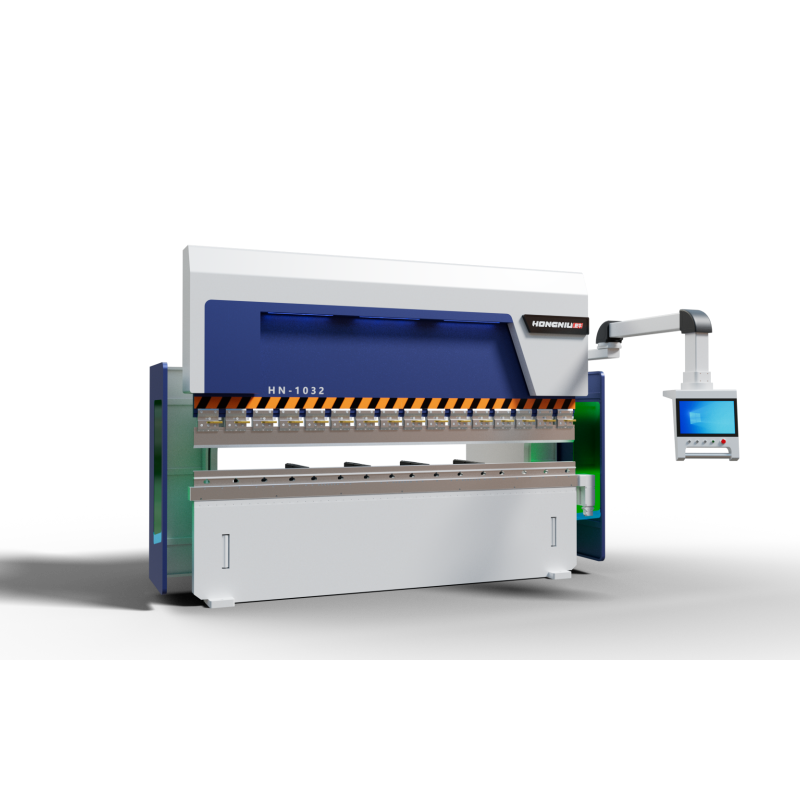
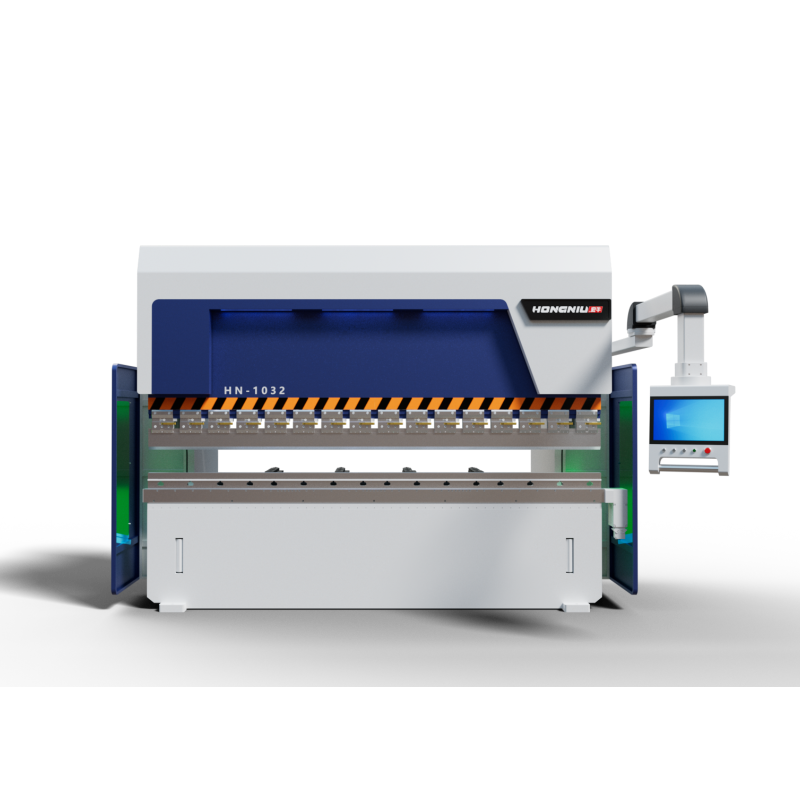
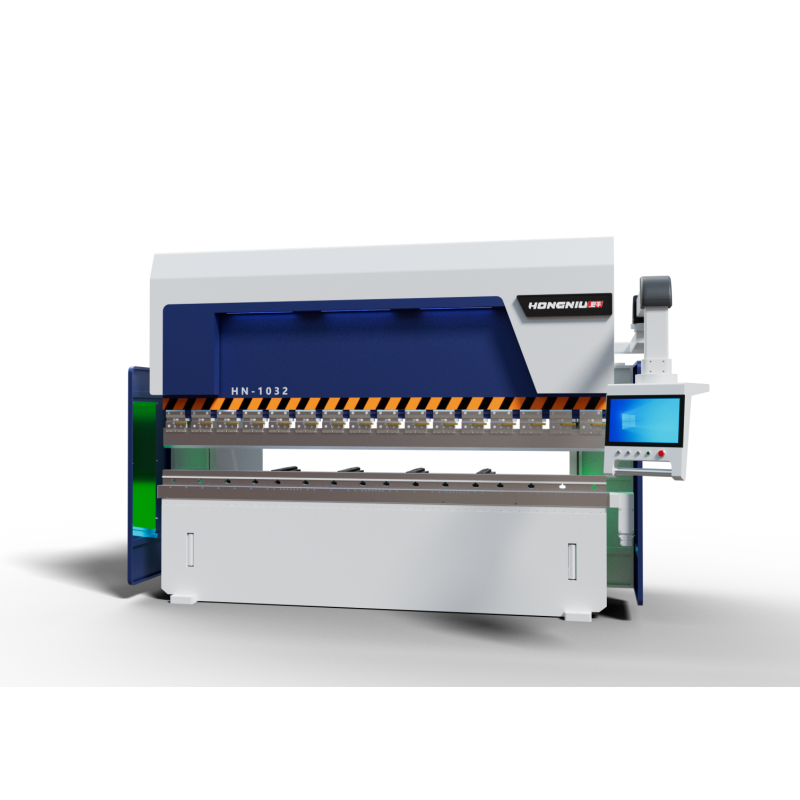
CNC-böjmaskinen är en högpresterande pressbroms utformad för exakt metallformning i moderna tillverkningsmiljöer. Med ett olje-elektriskt hybrid-servosystem levererar den stabil tryckreglering, hög upprepbarhet och utmärkt energieffektivitet.
Med stöd för flera axlar och automationsgränssnitt är HN-serien idealisk för både fristående drift och integration i automatiserade böjlinjer.
Komponenter av hög kvalitet för tillförlitlig prestanda
- Styrsystem: MT15 CNC-styrenhet från Tyskland för stabil och intelligent drift
- Hydrauliska ventiler: Rexroth (Tyskland) högfrekventa hydraulventilgrupper
- Proportionell ventil: HengLi (USA) för exakt tryckreglering
- Linjär kodare: GIVI (Italien) magnetisk gitterlinjal för exakt positionering
- Servomotorer: INOVANCE (Kina) för X-, R- och Y-axlar
- Elektriska komponenter: Schneider för industriell driftsäkerhet
- Tätningssystem: NOK (Japan) oljepackningar för lång livslängd
- Hydrauliksystem: Parker oljerörskopplingar och SUUNY oljepump
Specificitioner och prestanda
HN-serien erbjuder böjningskraft från 500 kN till 5000 kN, med höghastighetsramrörelse och exakt axelpositionering med en noggrannhet på upp till ±0,01 mm på Y-axlarna. Mekanisk eller hydraulisk krökningskompensation säkerställer enhetlig böjningsvinkel över hela arbetsstyckets längd.
Energisparande servoteknik minskar energiförbrukningen med 50–70 % jämfört med traditionella hydrauliska pressbänkar.
Användning och mångsidighet
Tillämpliga material:
-
Kolstål
-
Rostfritt stål
-
Aluminium
-
Med en bredd av mer än 150 mm
-
Koppar
- Galvaniserad plåt
Bearbetningsmöjligheter:
-
Precision i plåtböjning
-
Komplexa profiler och specialformade arbetsstycken
-
Storaformat och kraftfulla delar
- Automatiserade och robotstyrd böjning
Tillämpningar:
- Plåtverkstäder
- Bil- och transportkomponenter
- Elkabinett och -höljder
- Tillverkning av ingenjörsutrustning
- Produktion av hushållsapparater
- Rymd- och precisionsmetallindustrier
Diagram över tillämpningsområden inom industri
 |
 |
 |
 |
| Flygindustrin |
Fordonsindustrin |
Möbler och inredning |
Metallbearbetningsmaskiner |
Konkurrensfördel:
- Olje-elektrohybrid servosystem: Hög precision med betydande energibesparingar
- Sluten reglerloop för tryckstyrning: Stabil och återupprepningsbar böjnoggrannhet
- Klar för automatisering: Stödjer integrering av robotar och automatiserade produktionslinjer
- Stort bearbetningsutrymme: Lång slaglängd och hög öppning för extra stora delar
- Snabb verktygsbyte: Standardenlig snabbkläm, valfri hydraulisk spänning
- Högklassiga komponenter: Rexroth-ventiler, Schneider-el, GIVI-encodrar
- Bredd modellsortiment: 500 kN–5000 kN för att möta skilda produktionsbehov
- Lågt ljud och jämn drift: Tyst tryckretur och servostyrning
Kvalitetsinspektion och tillverkningsprocess:
| Förmonteringsinspektion |
Precision Bearbetning |
Vibration och naturlig åldring |
| Varje maskinkomponent genomgår noggrann mätning av rälsens rätlinjighet och geometriska precision. Höjdmätare verifierar linjära mått för att säkerställa att varje del uppfyller konstruktionskraven. |
Höghastighetsräfsbearbetning avlägsnar spån och överskottsmaterial, följt av finbearbetning för släta, plana ytor som säkerställer långsiktig skärprecision. |
Residual intern spänning avlastas genom vibration och naturliga termiska cykler. Denna process förbättrar strukturell styvhet, stabilitet och dimensionsnoggrannhet hos maskinbädden. |
| Montageprocess |
Svetsning & strukturell hållfasthet |
Slutlig inspektion & testning |
| Styrskenor och kugghjul monteras och kalibreras av skickliga tekniker med precisionsverktyg, vilket säkerställer smidig överföring och stabil maskinprestanda. |
CO₂-skyddad svetsning garanterar fasta, felfria fogar, vilket förbättrar ramens totala hållfasthet, slitstyrka och skärstabilitet. |
Dynamiska prestandatest kontrollerar positioneringsnoggrannhet, repeterbarhet och mikroförflyttningsprecision. Interferometrar kompenserar eventuella rackfel, vilket säkerställer överlägsen skärnoggrannhet. |
Tagg:
- Cnc bögningsmaskin
- Servohydraulisk vikbänk
- Plåt CNC-vikbänk
- Högprecisionsmetallvikmaskin
-
Industriell CNC-vikbänk