Specificerings:
| Model |
HN0516-4 |
| Nominelt tryk |
500 kN – 5000 kN |
| Bordlængde |
1600 mm – 3450 mm |
| Afstand mellem kolonner |
1230 mm – 5100 mm |
| Halsdybde |
260 mm – 550 mm |
| Glidelegemesslag |
200–300 mm |
| Maksimal åbningshøjde |
495–600 mm |
| Bagstoppløb |
Max 1010 mm |
| Hovedmotor effekt |
5,5–63 kW |
| Kontrolsystem |
MT15 (Tyskland) |
| Kompensationssystem |
Mekanisk/hydraulisk |
| Maskinvægt |
4000–51000 kg |
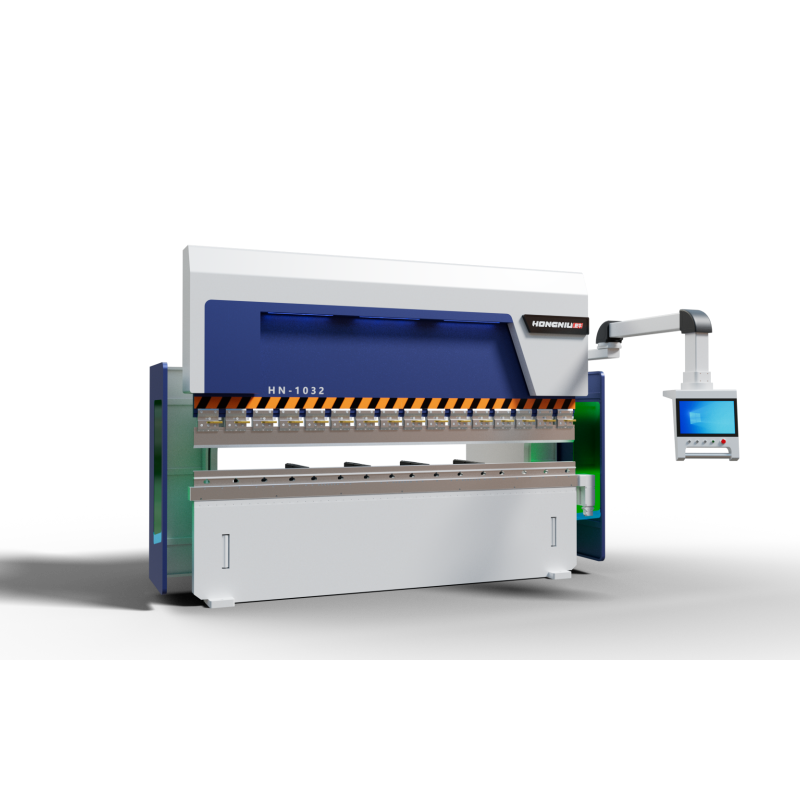
Beskrivelse:
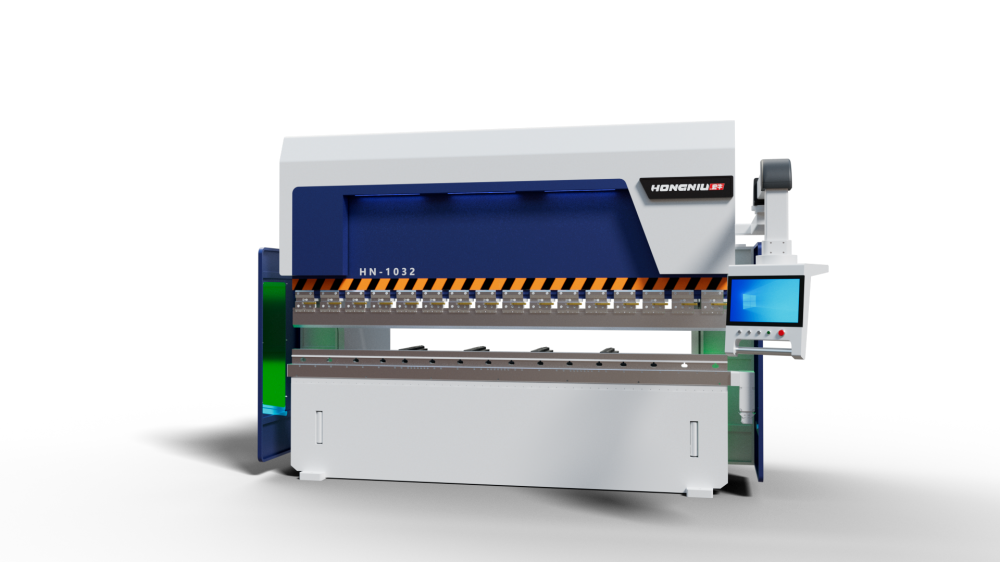
CNC-bøjemaskinen er en højtydende pressebøjning udviklet til præcisionsformning af metal i moderne produktionsmiljøer. Med et olie-elektrisk hybridservosystem leverer den stabil trykstyring, høj gentagelighed og fremragende energieffektivitet.
Med understøttelse af styresystem med flere akser og automatiseringsgrænseflader er HN-serien ideel til både selvstændig drift og integration i automatiserede bøjningslinjer.
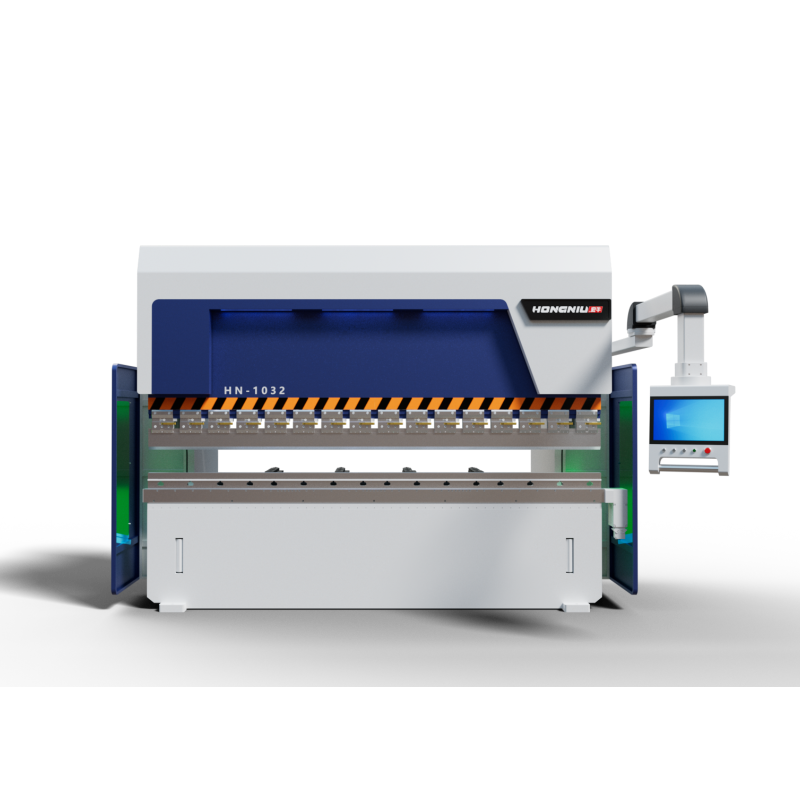
Komponenter af høj kvalitet for pålidelig ydelse
- Kontrolsystem: MT15 CNC-styring fra Tyskland til stabil og intelligent drift
- Hydrauliske ventiler: Rexroth (Tyskland) højfrekvent hydraulikventilgruppe
- Proportionalventil: HengLi (USA) til præcis trykregulering
- Lineær encoder: GIVI (Italien) magnetisk gitterlineal til nøjagtig positionering
- Servomotorer: INOVANCE (Kina) til X, R, Y-akser
- Elektroniske komponenter: Schneider for industriel grad af pålidelighed
- Aftætningsystem: NOK (Japan) olieafslutninger til lang levetid
- Hydraulisk system: Parker olieledningsforbindelser og SUUNY oliepumpe
Specifikationer og ydelse
HN-serien leverer bøjekraft fra 500 kN til 5000 kN, med højhastigheds slambevægelse og præcis aksepositionering med nøjagtighed op til ±0,01 mm på Y-akser. Mekanisk eller hydraulisk krumningskompensation sikrer ensartet bøjningsvinkel over hele arbejdstykkets længde.
Energibesparende servoteknologi reducerer strømforbruget med 50–70 % i forhold til traditionelle hydrauliske bøjningspresser.
Anvendelsesmuligheder og alsidighed
Anvendbare materialer:
-
Kulstofstål
-
Rustfrit stål
-
Aluminium
-
Messing
-
Kopper
- Galvaniseret plade
Behandlingsmuligheder:
-
Præcisionsbøjning af plader
-
Komplekse profiler og særformede arbejdstykker
-
Store formater og tunge dele
- Automatiserede og robotstyrede bøjningsoperationer
Anvendelser:
- Pladebehandlingens værksteder
- Automobil- og transportkomponenter
- Elektriske skabe og huse
- Produktion af maskiner til ingeniørarbejde
- Produktion af husholdningselektronik
- Luft- og rumfartsindustri samt præcisionsmetalindustrier
Diagram over anvendelsesindustri-scenarie
 |
 |
 |
 |
| Luftfartsindustrien |
Bilindustrien |
Møbler og dekoration |
Metalbearbejdningsmaskiner |
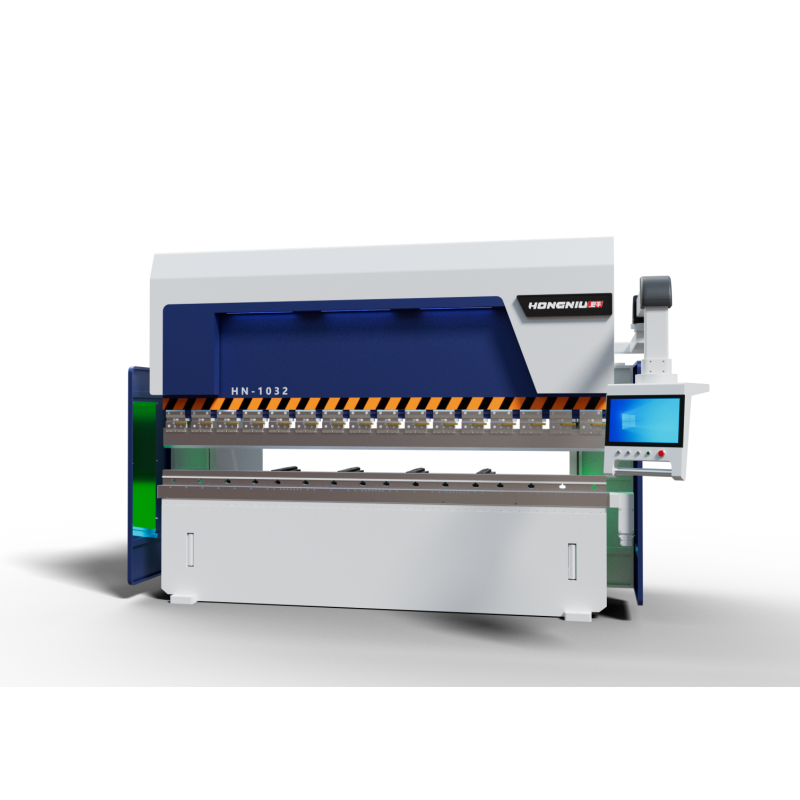
Konkurrencemæssig Fordel:
- Olie-elektrisk hybrid-servosystem: Høj præcision med betydelig energibesparelse
- Lukket kreds trykstyring: Stabil og gentagelig bøjningsnøjagtighed
- Klar til automatisering: Understøtter integration af robotter og automatiserede produktionslinjer
- Stort bearbejdningrum: Langt slag og høj åbning til ekstra store dele
- Hurtig værktiftsskiftning: Standard hurtiglås, valgfri hydraulisk spænding
- Komponenter i høj ende: Rexroth ventiler, Schneider elektrik, GIVI kodere
- Bred modelvifte: 500KN–5000KN for at opfylde mangfoldige produktionsbehov
- Lav støj og jævn drift: Stille trykretur og servo-styring
Kvalitetsinspektion og produktionsproces:
| Forudgående samling og inspektion |
Nøjagtig bearbejdning |
Vibration og naturlig ældning |
| Hver maskinkomponent gennemgår præcis måling af linjeføringens ligeaf og geometrisk nøjagtighed. Højdemålere verificerer lineære mål for at sikre, at alle dele opfylder designkravene. |
Højhastigheds-foredringning fjerner spåner og overskydende materiale, efterfulgt af finbearbejdning for glatte, flade overflader, der sikrer langvarig skærenøjagtighed. |
Residual indre spænding frigøres gennem vibration og naturlige termiske cyklusser. Denne proces forbedrer strukturel stivhed, stabilitet og dimensionel nøjagtighed i maskinsengen. |
| Monteringsproces |
Svejsning og strukturel styrke |
Afsluttende inspektion og test |
| Føringsleder og tandstænger monteres og justeres af kyndige teknikere ved hjælp af præcisionsværktøjer for at sikre jævn transmission og stabil maskinepræstation. |
CO₂-loddet svejsning garanterer faste, fejlfrie samlinger, hvilket forbedrer rammens samlede styrke, holdbarhed og skærepræcision. |
Dynamiske ydelsestests kontrollerer positioneringsnøjagtighed, gentagelsesnøjagtighed og mikroforskydningspræcision. Interferometre kompenserer for eventuelle tandstangfejl for at sikre overlegen skærenøjagtighed. |
Tag:
- Cnc bøjningsmaskine
- Servohydraulisk bøjepresse
- Plader CNC-bøjepresse
- Højpræcisions metalbøjningsmaskine
-
Industriel CNC-bøjepresse