Specifikace:
| Model |
HN0516-4 |
| Nominální tlaková odolnost |
500 kN - 5000 kN |
| Délka pracovního stolu |
1600 mm - 3450 mm |
| Vzdálenost mezi sloupci |
1230 mm - 5100 mm |
| Hloubka hrdla |
260 mm - 550 mm |
| Zdvih klouzavky |
200–300 mm |
| Maximální výška otevření |
495–600 mm |
| Rozsah dorazu zezadu |
Max. 1010 mm |
| Výkon hlavního motoru |
5,5–63 kW |
| Řídicí systém |
MT15 (Německo) |
| Kompenzační systém |
Mechanický / Hydraulický |
| Hmotnost stroje |
4000–51000 kg |
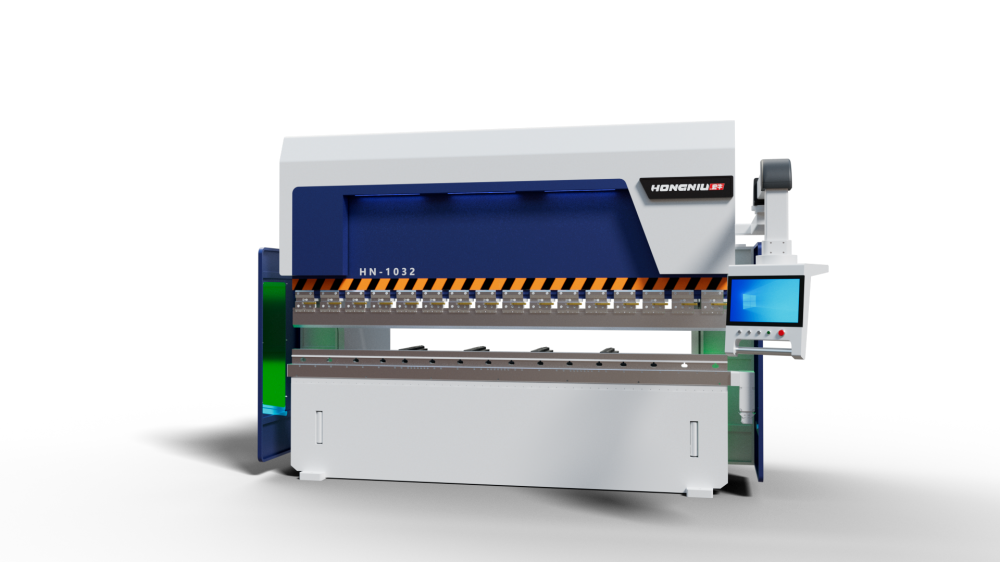
Popis:
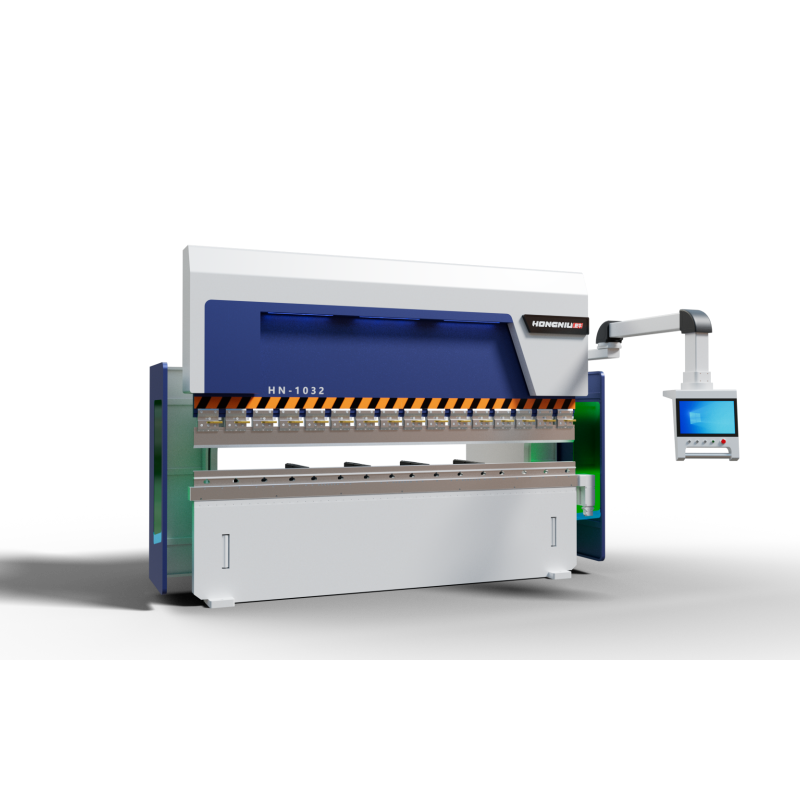
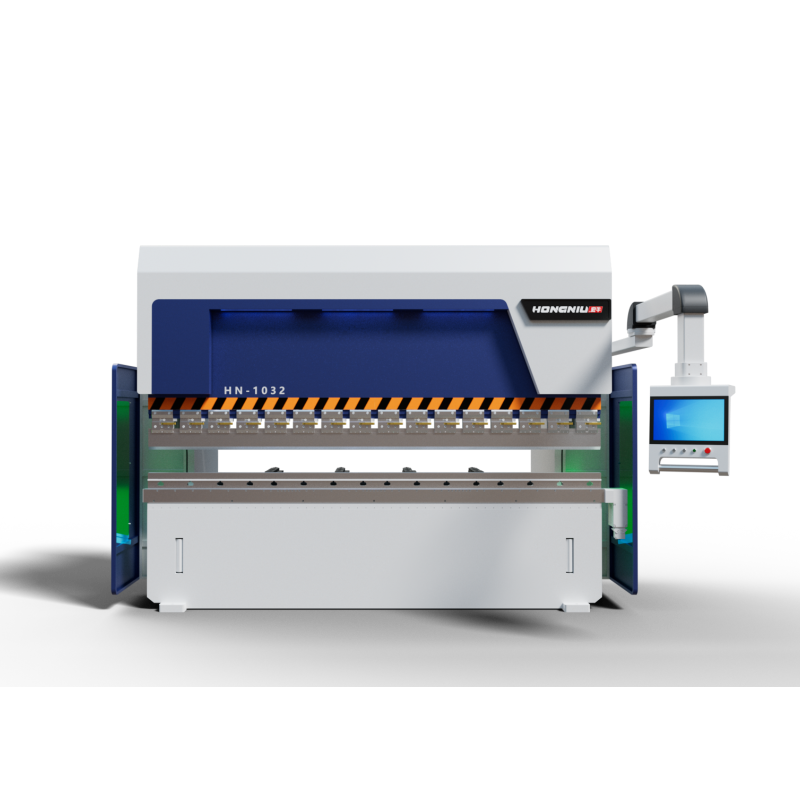
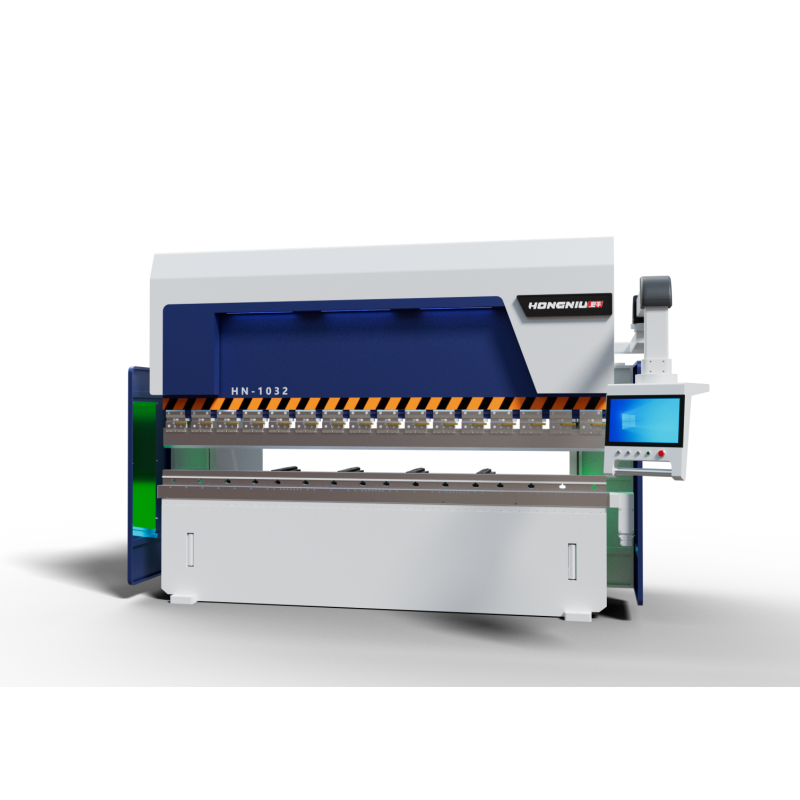
CNC lisy na ohýbání jsou vysoce výkonné lisy navržené pro přesné tváření kovů v moderních výrobních prostředích. Díky olejovo-elektrickému hybridnímu servosystému zajišťují stabilní řízení tlaku, vysokou opakovatelnost a vynikající energetickou účinnost.
Díky podpoře víceosého řízení a automatizačních rozhraní je řada HN ideální jak pro samostatný provoz, tak pro integraci do automatických linek na ohýbání.
Součásti vysoce kvalitní pro spolehlivý výkon
- Řídicí systém: Řídicí jednotka MT15 CNC z Německa pro stabilní a inteligentní provoz
- Hydraulické ventily: Vysokofrekvenční skupina hydraulických ventilů Rexroth (Německo)
- Škrticí ventil: HengLi (USA) pro přesnou regulaci tlaku
- Lineární enkodér: Magnetické měřítko GIVI (Itálie) pro přesné polohování
- Servomotory: INOVANCE (Čína) pro osy X, R, Y
- Elektronické součásti: Schneider pro průmyslovou spolehlivost
- Uzavírací systém: Těsnění oleje NOK (Japonsko) pro dlouhou životnost
- Hydraulický systém: Připojení olejových trubek Parker a olejová pumpa SUUNY
Specifikace a výkon
HN řada poskytuje ohybovou sílu od 500 kN do 5000 kN, s vysokorychlostním pohybem vodícího dílu a přesnou přesností polohování os až ±0,01 mm na ose Y. Mechanická nebo hydraulická kompenzace prohnutí zajišťuje rovnoměrný ohybový úhel po celé délce obrobku.
Úsporná servotechnologie snižuje spotřebu energie o 50–70 % ve srovnání s tradičními hydraulickými lisy.
Aplikace a univerzálnost
Použitelné materiály:
-
Uhlíková ocel
-
Nerezovou ocel
-
Hliník
-
Mosaz
-
Měď
- Pozinkovaný plech
Možnosti zpracování:
-
Přesné ohýbání plechů
-
Komplexní profily a tvarově speciální obrobky
-
Velkoformátové a těžké díly
- Automatizované a robotizované ohýbací operace
Aplikace:
- Dílny na zpracování plechů
- Automobilové a dopravní komponenty
- Elektrické skříně a obaly
- Výroba strojního zařízení
- Výroba domácích spotřebičů
- Letecký a přesný kovový průmysl
Diagram aplikačního průmyslového scénáře
 |
 |
 |
 |
| Letectví a kosmonautika |
Automobilový průmysl |
Nábytek a výzdoba |
Stroje pro zpracování kovů |
Konkurenční výhoda:
- Hybridní olej-elektro servo systém: Vysoká přesnost s výraznou úsporou energie
- Uzavřená smyčka řízení tlaku: Stabilní a opakovatelná přesnost ohýbání
- Připraveno pro automatizaci: Podporuje integraci robotů a automatizované výrobní linky
- Velký pracovní prostor: Dlouhý zdvih a vysoké otevření pro velké díly
- Rychlá výměna nástroje: Standardní rychloupínací svorka, volitelně hydraulické upínání
- Kvalitní komponenty: Ventily Rexroth, elektrika Schneider, enkodéry GIVI
- Široká škála modelů: 500 kN–5000 kN pro splnění různorodých výrobních potřeb
- Nízká hlučnost a hladký chod: Tichý návrat pod tlakem a servorízení
Kontrola kvality a výrobní proces:
| Kontrola před montáží |
Přesné obrábění |
Vibrace a přirozené stárnutí |
| Každá součást stroje prochází přesným měřením rovnosti vodících kolejnic a geometrické přesnosti. Výškoměry ověřují lineární rozměry, aby každá část splňovala návrhové normy. |
Rychlé hrubování odstraňuje otřepy a nadbytečný materiál, následuje jemné opracování pro hladké a rovinné povrchy, které zajišťují dlouhodobou řeznou přesnost. |
Zbytkové vnitřní napětí je uvolněno prostřednictvím vibrací a přirozených tepelných cyklů. Tento proces zvyšuje tuhost konstrukce, stabilitu a rozměrovou přesnost lože stroje. |
| Montážní proces |
Svařování a pevnost konstrukce |
Konečná kontrola a testování |
| Vodící lišty a ozubená kola jsou instalovány a kalibrovány zkušenými techniky s využitím přesných nástrojů, čímž je zajištěno hladké převádění pohybu a stabilní výkon stroje. |
CO₂ obloukové svařování zaručuje pevné, bezchybné spoje, což zvyšuje celkovou pevnost rámů, trvanlivost a stabilitu řezání. |
Dynamické testy výkonu ověřují přesnost polohování, opakovatelnost a přesnost mikro posunů. Interferometry kompenzují veškeré chyby kolejnic, čímž zajišťují vysokou přesnost řezání. |
Tag:
- Stroj na CNC ohýbání
- Servopneumatická hydraulická lisy
- Kovové plechy CNC ohýbací lisy
- Vysoce přesný stroj na ohýbání kovu
-
Průmyslový CNC ohýbací lis