multi-gantry-automatic-uncoiling-fiber-laser-cutting-machine, , /multi-gantry-automatic-uncoiling-fiber-laser-cutting-machine
EN
Hongniu Laser Industrial Park, Wenquan Road, Yaoqiang Sub-district, High-tech Industrial Development Zone, Jinan City, Shandong Province, China


· Комплексная автоматическая размотка, выравнивание, резка и укладка в одной производственной линии
· Многостанинная конструкция — одновременная обработка нескольких балок для повышения производительности
· Предназначен для непрерывной резки листового металла из рулона
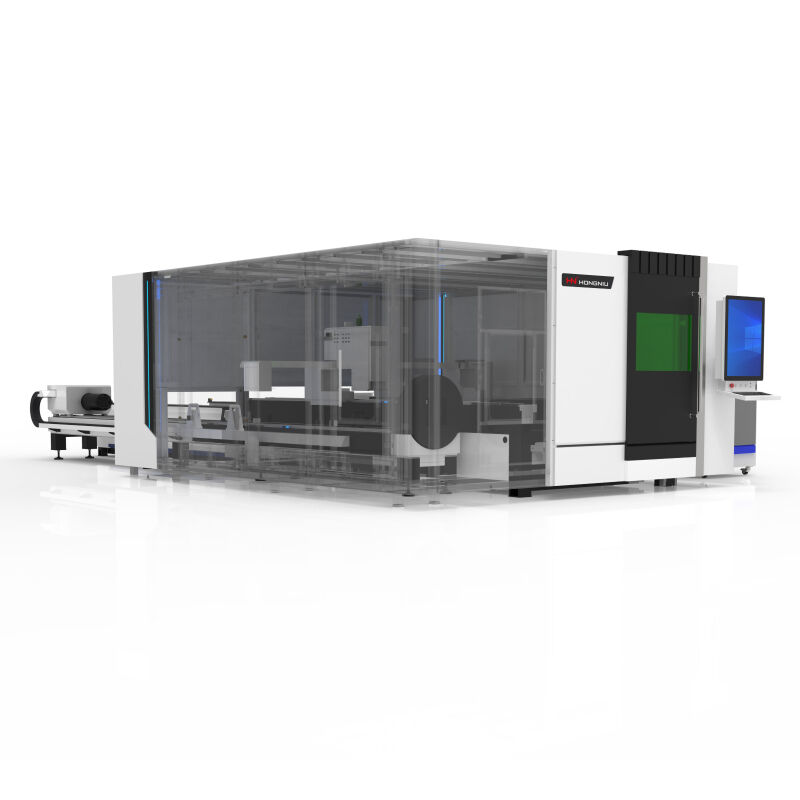
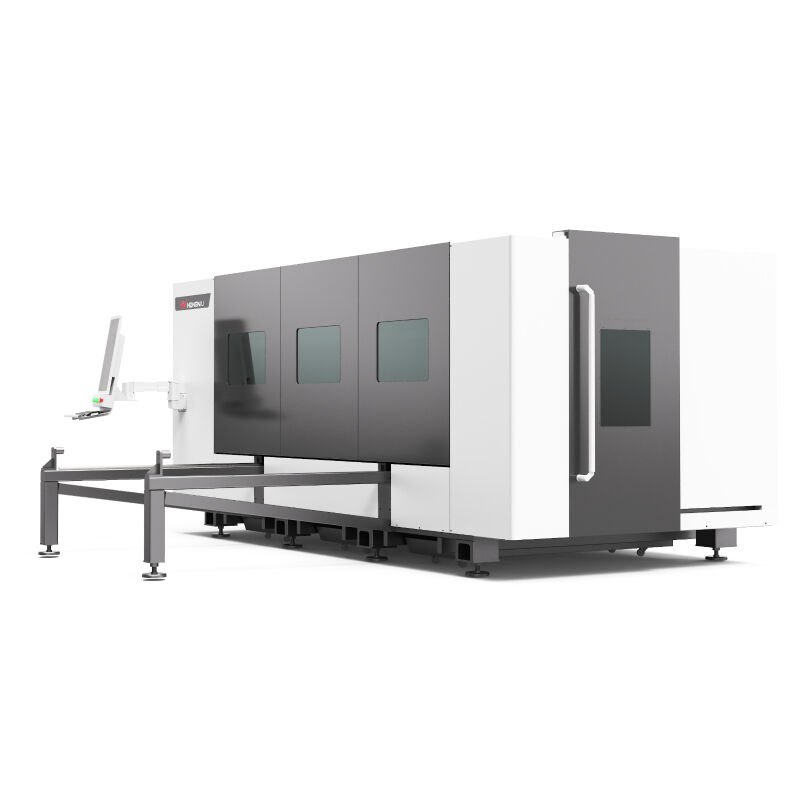
· Опциональная конфигурация с полной герметизацией или открытого типа
· Встроенный роликовый стол для резки обеспечивает плавную подачу и позиционирование материала
Мощность лазера: 1,2 кВт–12 кВт
| Модель | 4015GU |
| Рабочая область | 4000 × 1500 мм - 6000 × 2000 мм |
| Мощность лазера | 1,5 кВт – 12 кВт |
| Лазерный источник | Raycus / Max / RECI / IPG |
| Лазерная головка | BOCI / RAYTOOLS |
| Система управления | FSCUT |
| Мотор и драйверы | DELTA / Fuji / Yaskawa |
| Точность позиционирования | ±0.03 мм |
| Точность повторной позиционирования | ±0,02 мм |
| Скорость резки | 80 м/мин |
| Метод охлаждения | Водяное охлаждение |
| Тип лазера | Волокно |
| Вес брутто | 8–10 тонн |
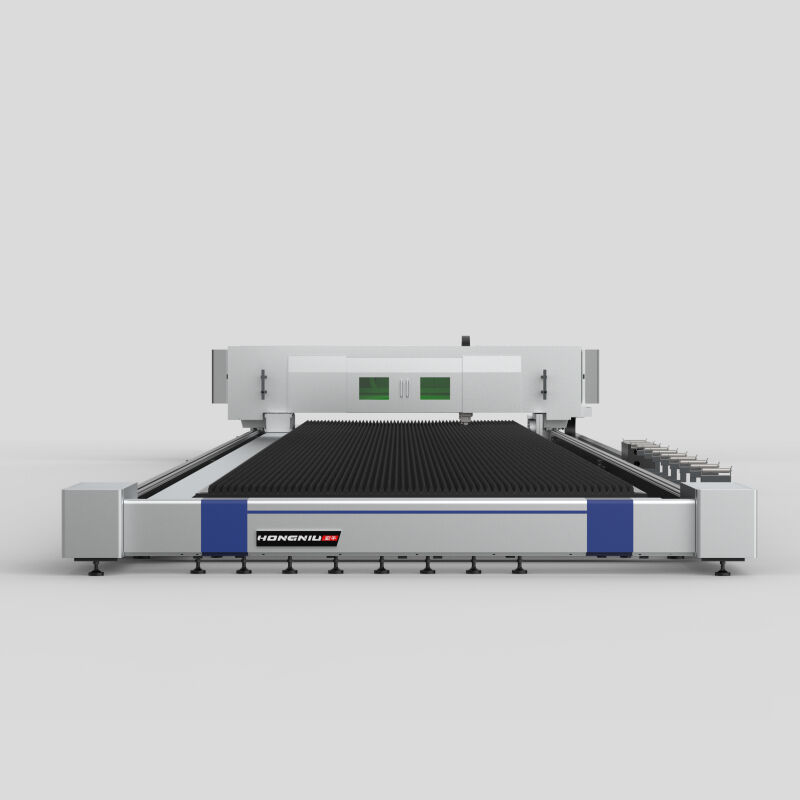
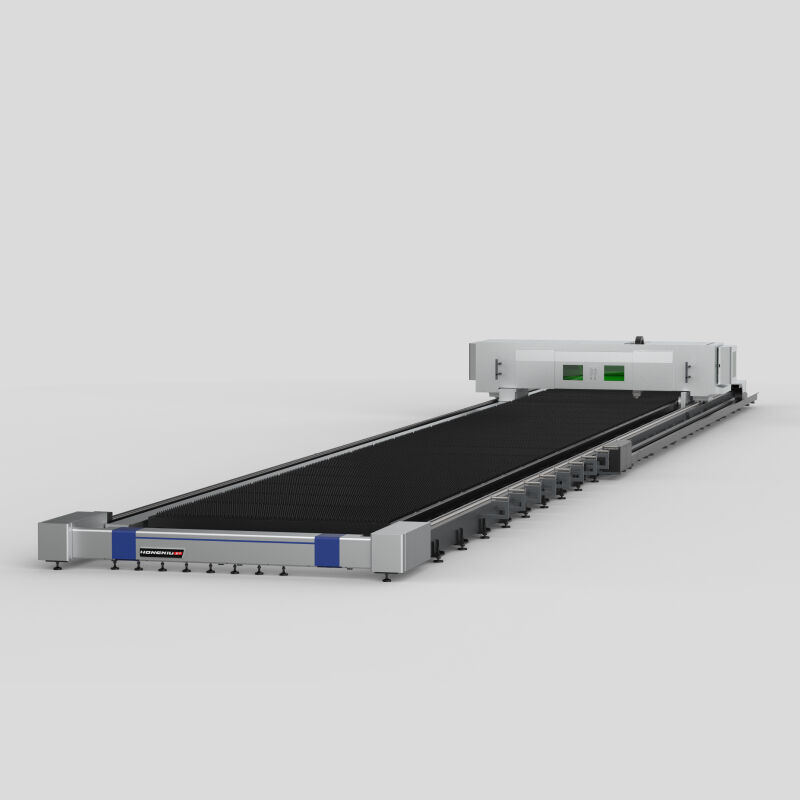
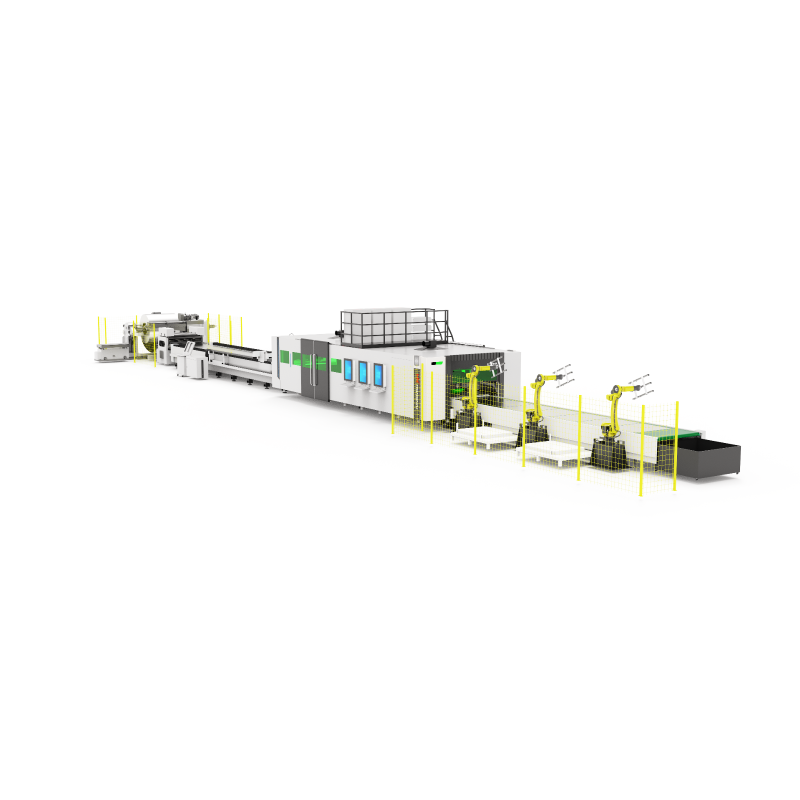
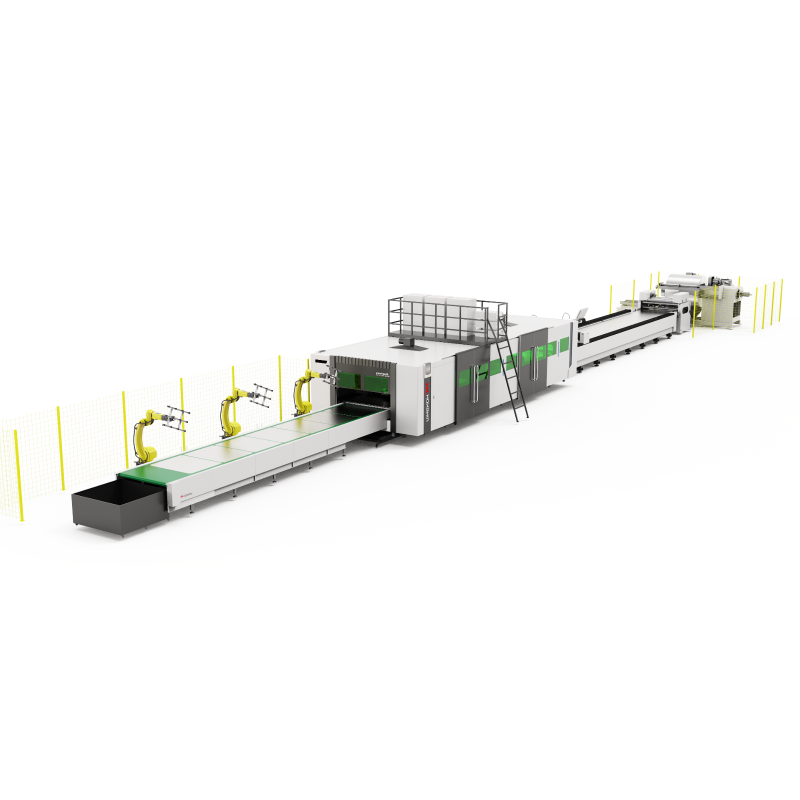
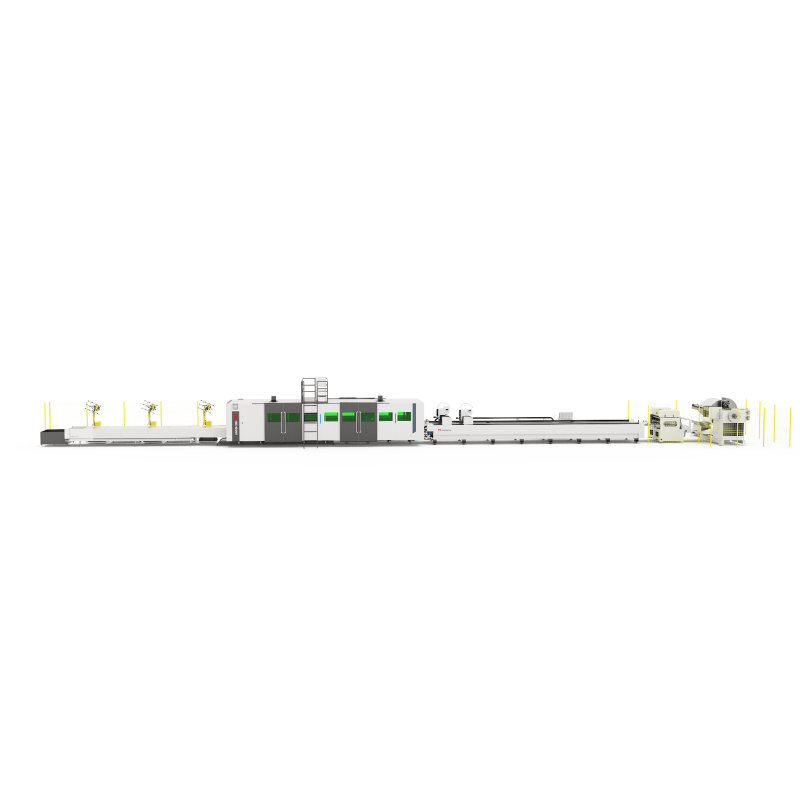
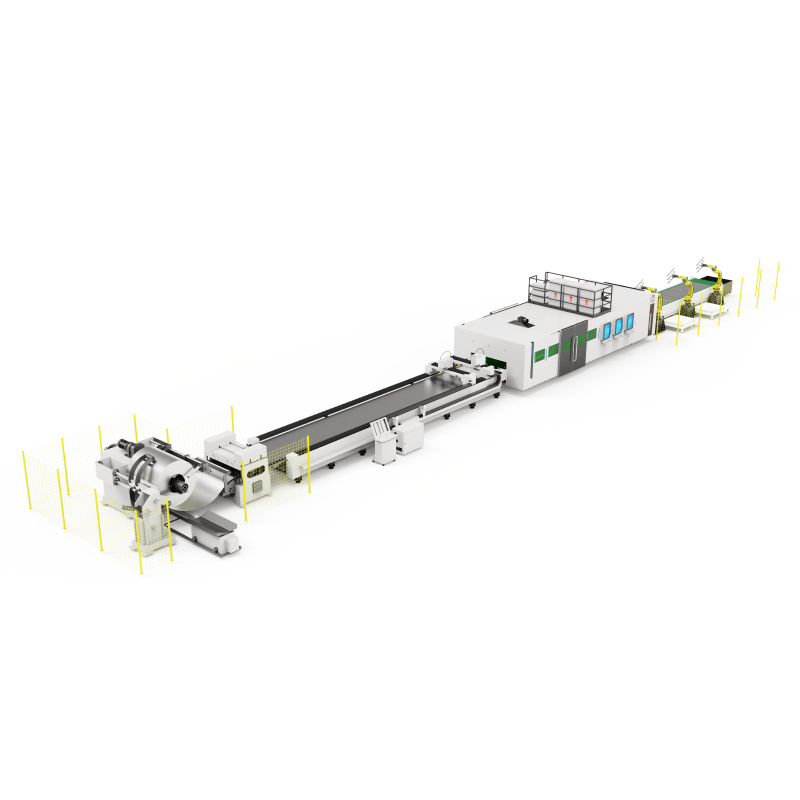
Многоопорный автоматический разматывающий волоконно-лазерный станок для резки предназначен для высокопроизводительной непрерывной обработки листового металла из рулона. Интеграция процессов размотки, выравнивания, лазерной резки и приема материала в единую автоматическую линию значительно снижает трудозатраты и обеспечивает максимальную производительность.
Конструкция с несколькими порталами позволяет одновременно работать нескольким режущим головкам, что делает данное оборудование идеальным решением для сред массового производства, где требуются стабильная, высокоскоростная и бесперебойная резка.
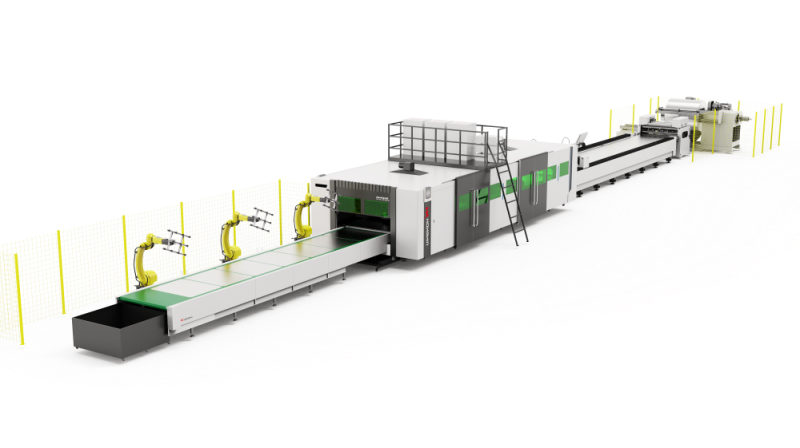
Эта серия поддерживает лазерную мощность до 12 кВт, оптимизирована для резки тонких металлических листов толщиной от 1 до 3 мм. Система привода портал-двойня обеспечивает плавное движение, высокое ускорение и постоянную точность резки при непрерывной обработке рулонного материала.
Встроенная роликовая плита минимизирует трение материала, обеспечивая плавную подачу и точное позиционирование при резке
Применяемые материалы:
Возможности переработки:
 |
 |
 |
 |
| Авиационно-космическая промышленность | Автомобильная промышленность | Мебель и декорация | Оборудование для металлообработки |
| Проверка перед сборкой | Прецизионная обработка | Вибрационная и естественная выдержка |
| Каждый компонент станка проходит точное измерение прямолинейности направляющих и геометрической точности. Нивелиры проверяют линейные размеры, чтобы каждая деталь соответствовала проектным стандартам. | Черновая обработка на высокой скорости удаляет заусенцы и излишки материала, после чего следует финишная обработка для получения гладких, ровных поверхностей, обеспечивающих долгосрочную точность резки. | Остаточные внутренние напряжения снимаются с помощью вибрации и естественных тепловых циклов. Этот процесс повышает жесткость конструкции, стабильность и точность геометрических размеров основания станка. |
| Процесс сборки | Сварка и прочность конструкции | Окончательный осмотр и испытания |
| Направляющие рейки и зубчатые рееки устанавливаются и калибруются квалифицированными специалистами с использованием точных инструментов, обеспечивая плавную передачу и стабильную работу оборудования. | Сварка в среде СО₂ гарантирует прочные, бездефектные соединения, повышая общую прочность каркаса, долговечность и стабильность резки. | Динамические испытания производительности проверяют точность позиционирования, повторяемость и точность микроперемещений. Интерферометры компенсируют любые ошибки реек, обеспечивая превосходную точность резки. |