مشخصات:
| مدل |
HN-FL800A |
| توان لیزر |
800 وات تا 2000 وات |
| منبع لیزر |
ریکوس |
| نوع لیزر |
فیبر |
| ضخامت جوشکاری |
0–15 میلیمتر |
| سر لیزری |
Au3tech هند هلد |
| سیستم کنترل |
Au3tech |
| سرعت جوش |
≤300 |
| تنظیم سرعت |
تنظیم سرعت حلقه باز PWM |
| قطر سیم |
0.6 / 0.8 / 1.0 / 1.2 / 1.6 / 2.0 میلیمتر |
| روش خنکسازی |
سیستم خنک کننده هوا |
| منبع تغذیه |
220ولت / 50هرتز |
| اندازه ماشین |
570 × 500 × 520 میلیمتر |
| وزن خالص |
180 کیلوگرم |
توضیحات:
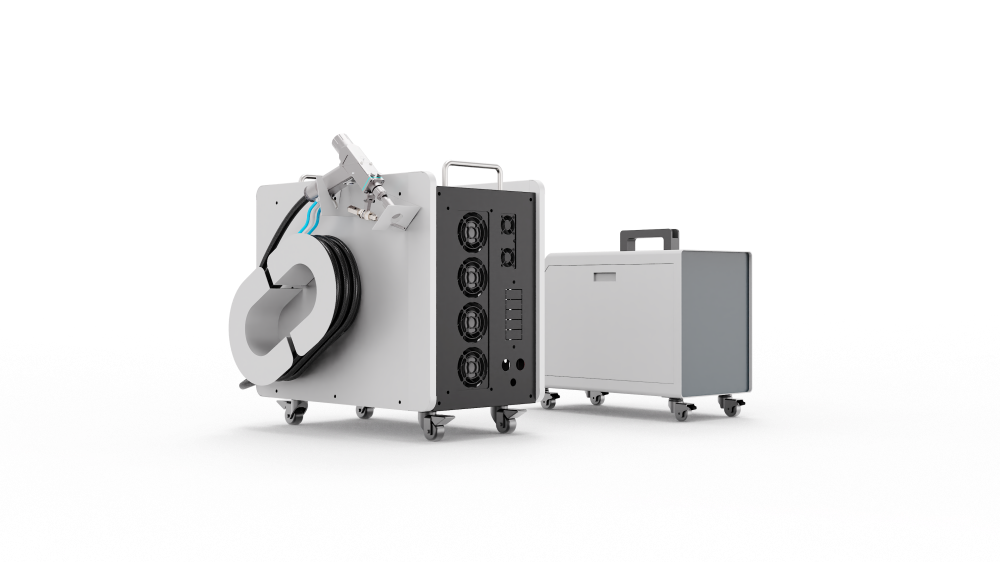
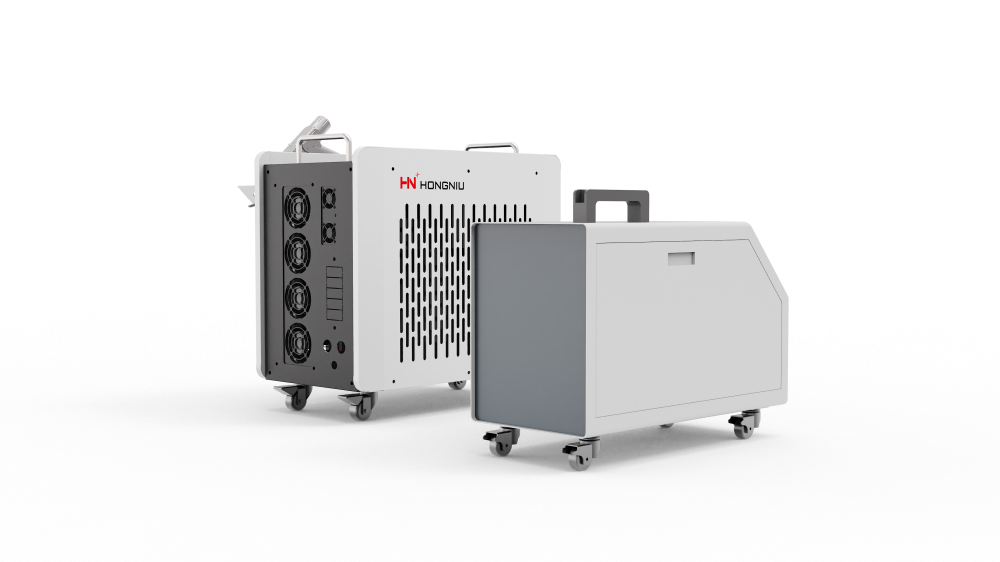
دستگاه جوش لیزری فیبر خنکشونده با هوا از سری HN-FL یک راهحل فشرده، کارآمد و کاربرپسند است که برای کاربردهای جوشکاری ورق فلزی طراحی شده است. با بهکارگیری سیستم لیزر فیبر خنکشونده با هوا، این دستگاه نیاز به چیلرهای بزرگ آبی را حذف کرده و بهطور قابل توجهی نیاز به نگهداری و فضای نصب را کاهش میدهد.
با سر جوش لیزری دستی و سیستم کنترل هوشمند، سری HN-FL عملکرد پایدار جوشکاری، درزهای جوش تمیز و سازگاری عالی با محیطهای کاری مختلفی را ارائه میدهد و آن را به گزینهای ایدهآل برای کارگاههای تولید کوچک و متوسط تبدیل میکند.
اجزای باکیفیت برای عملکرد قابل اعتماد
- منبع لیزر: لیزر فیبر Raycus با خروجی پایدار و عمر طولانی
- سر لیزر دستی: سر جوش Au3tech که از جوشکاری، برش، تمیزکاری جوش و تمیزکاری از راه دور از طریق تعویض ماژول پشتیبانی میکند
- سیستم کنترل: سیستم هوشمند Au3tech با نظارت بلادرنگ و هشدارهای ایمنی متعدد
- سیستم سرمایش: طراحی یکپارچه خنککننده با هوا برای ساختاری سادهشده و نگهداری کم
- فیدر سیم: فیدر دو سیمی اختیاری برای ورقهای ضخیم و درزهای جوش پهن
مشخصات و عملکرد
سری HN-FL امکان جوشکاری تا ضخامت 15 میلیمتر را بسته به نوع ماده و توان لیزر فراهم میکند. خروجی لیزر پایدار و کنترل دقیق انرژی، نفوذ عمیق، اتصالات جوش قوی و کیفیت یکنواخت جوش را تضمین میکند.
منطقه تحت تأثیر حرارت کوچک، تغییر شکل و تنش باقیمانده را به شدت کاهش میدهد و منجر به جوشهای محکم با حداقل یا بدون نیاز به پولیش میشود.
کاربردها و انعطافپذیری
مواد مناسب:
- فولاد کربنی
- فولاد ضد زنگ
- آلومینیوم
- مس
- مس
- ورق گالوانیزه
بدنه فشرده و طراحی دستی امکان جوشکاری انعطافپذیر ورقهای تخت، سطوح منحنی، گوشهها و ساختارهای پیچیده را فراهم میکند.
کاربردها:
- ساخت ورقکاری
- قطعات و اجزای خودرو
- تجهیزات الکترونیکی و مخابراتی
- تولید تجهیزات پزشکی
- صنایع انرژی نو و باتری
- هوانوردی و فرآوری فلزات دقیق
نمودار سناریوی صنعت کاربرد
 |
 |
 |
 |
| صنعت هوافضا |
صنعت خودرو |
اثاث و تزئینات |
ماشینآلات ساخت فلز |
مزیت رقابتی:
- طراحی خنکشونده با هوا: نیازی به چیلر آبی نیست، ساختار فشرده، نگهداری کم
- قابل حمل و صرفهجویی در فضا: ایدهآل برای کارگاههایی با فضای محدود
- کیفیت بالای جوشکاری: درزهای جوش صاف و تمیز با نفوذ قوی
- ورودی گرمای پایین: تغییر شکل حداقلی و ظاهر عالی
- قابلیت چندکاره: امکانات جوشکاری، برش و تمیزکاری به صورت اختیاری
- هزینه عملیاتی پایین: مصرفکنندههای کمتر و بازده انرژی بالا
- عملکرد کاربرپسند: پارامترهای پایدار با تکرارپذیری بالا، نیاز کمتر به مهارت اپراتور
بازرسی کیفیت و فرآیند تولید:
| بازرسی پیش از مونتاژ |
ماشینکاری دقتمند |
ارتعاش و پیری طبیعی |
| هر مؤلفه دستگاه تحت اندازهگیری دقیق صافی ریل هدایت و دقت هندسی قرار میگیرد. ارتفاعسنجها ابعاد خطی را تأیید میکنند تا هر قطعه استانداردهای طراحی را برآورده سازد. |
ماشینکاری سریع اولیه، حذف ناخالصیها و مواد اضافی را انجام میدهد و پس از آن پرداخت نهایی برای سطوح صاف و بدون ناهمواری انجام میشود که دقت برش بلندمدت را تضمین میکند. |
تنش داخلی باقیمانده از طریق ارتعاش و چرخههای حرارتی طبیعی آزاد میشود. این فرآیند صلبیت ساختاری، پایداری و دقت ابعادی بستر دستگاه را بهبود میبخشد. |
| فرآیند مونتاژ |
جوشکاری و استحکام ساختاری |
بازرسی نهایی و آزمایش |
| ریلهای راهنما و دندهها توسط تکنسینهای مجرب با استفاده از ابزارهای دقیق نصب و کالیبره میشوند و انتقال روان و عملکرد پایدار دستگاه را تضمین میکنند. |
جوشکاری محافظتشده با CO₂ اتصالات محکم و عاری از نقص را تضمین میکند و استحکام کلی قاب، دوام و پایداری برش را بهبود میبخشد. |
آزمونهای عملکرد پویا دقت موقعیتیابی، تکرارپذیری و دقت جابجایی میکرونی را بررسی میکنند. اینترفرومترها خطاهای احتمالی دنده را جبران میکنند و دقت برش عالی را تضمین میکنند. |
برچسب:
- ماشین جوشکاری لیزر فایبر خنککننده هوایی
- جوشکار لیزری دستی
- تجهیزات جوشکاری لیزری فشرده
- دستگاه جوشکاری لیزری ورق فلزی
-
جوشکار الیاف صنعتی لیزری