Спецификации:
| Модель |
HN-FL800A |
| Мощность лазера |
800 Вт – 2000 Вт |
| Лазерный источник |
Raycus |
| Тип лазера |
Волокно |
| Толщина сварки |
0–15 мм |
| Лазерная головка |
Au3tech Handheld |
| Система управления |
Au3tech |
| Скорость сварки |
≤300 |
| Регулирование скорости |
Регулирование скорости по ШИМ с разомкнутым контуром |
| Диаметр провода |
0,6 / 0,8 / 1,0 / 1,2 / 1,6 / 2,0 мм |
| Метод охлаждения |
Охлаждение воздухом |
| Блок питания |
220 В / 50 Гц |
| Размер машины |
570 × 500 × 520 мм |
| Вес брутто |
180 кг |
Описание:
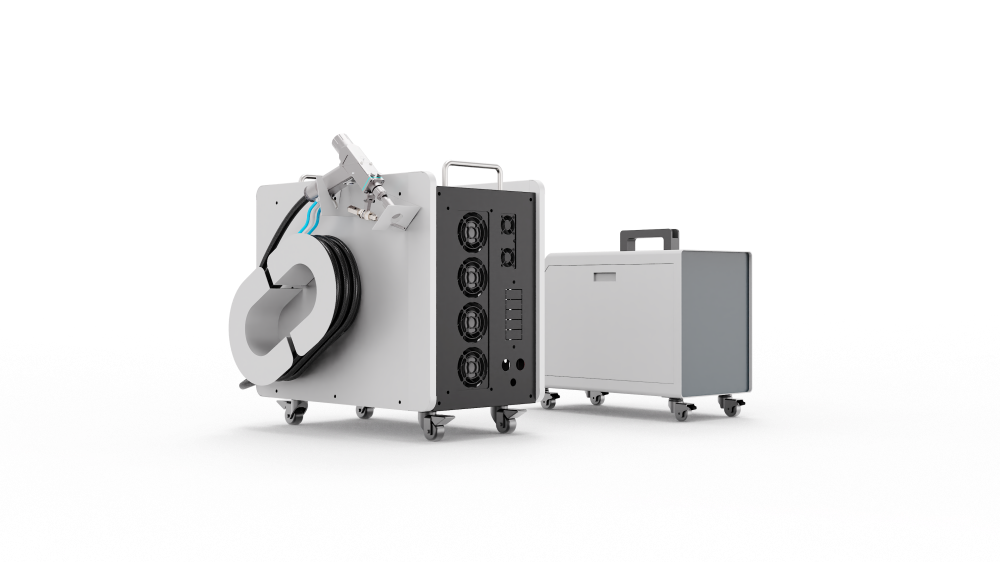
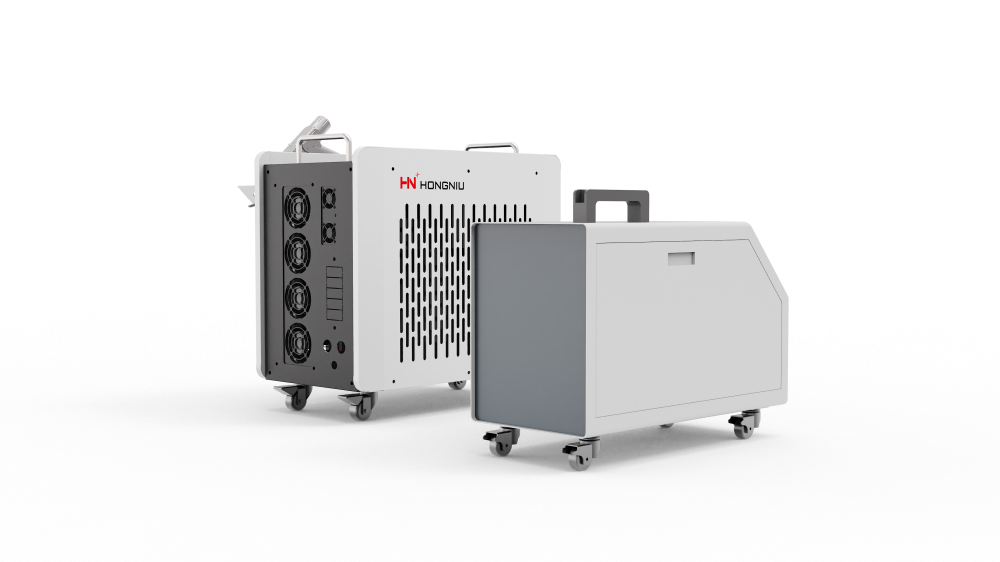
Воздушное волоконное лазерное сварочное устройство серии HN-FL — это компактное, эффективное и простое в использовании решение, предназначенное для сварки листового металла. Благодаря использованию воздушной волоконной лазерной системы, данное устройство устраняет необходимость в громоздких водяных чиллерах, значительно сокращая требования к обслуживанию и занимаемое пространство.
С ручной лазерной сварочной головкой и интеллектуальной системой управления серия HN-FL обеспечивает стабильную производительность при сварке, чистые сварные швы и отличную адаптацию к различным условиям работы, что делает ее идеальной для небольших и средних производственных мастерских.
Компоненты высокого качества для надежной работы
- Источник лазера: Волоконный лазер Raycus с стабильным выходом мощности и длительным сроком службы
- Ручная лазерная головка: Сварочная головка Au3tech, поддерживающая сварку, резку, очистку швов и дистанционную очистку за счет замены модулей
- Система управления: Интеллектуальная система Au3tech с режимом реального времени мониторинга и несколькими сигнализациями безопасности
- Система охлаждения: Интегрированная система воздушного охлаждения для упрощенной конструкции и низких затрат на обслуживание
- Подача проволоки: Опциональная двухпроводная подача проволоки для толстых плит и широких сварных швов
Характеристики и производительность
Серия HN-FL поддерживает толщину свариваемого материала до 15 мм в зависимости от типа материала и мощности лазера. Стабильный лазерный выход и точный контроль энергии обеспечивают глубокое проплавление, прочные сварные соединения и стабильное качество сварки.
Малая зона термического влияния значительно снижает деформацию и остаточные напряжения, обеспечивая прочные сварные швы с минимальной или отсутствующей необходимостью полировки.
Применения и универсальность
Применяемые материалы:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
- Медь
- Латунь
- Galvanized Sheet
Компактный корпус и ручная конструкция позволяют гибко сваривать плоские листы, криволинейные поверхности, углы и сложные конструкции.
Применение:
- Изготовлении листового металла
- Автомобильные запчасти и компоненты
- Электронное и телекоммуникационное оборудование
- Производство медицинского оборудования
- Индустрия новых источников энергии и аккумуляторов
- Авиакосмическая промышленность и прецизионная обработка металлов
Диаграмма сценария применения в отраслях
 |
 |
 |
 |
| Авиационно-космическая промышленность |
Автомобильная промышленность |
Мебель и декорация |
Оборудование для металлообработки |
Конкурентное преимущество:
- Воздушное охлаждение: не требуется водяной чиллер, компактная конструкция, низкое техническое обслуживание
- Портативность и экономия места: идеально подходит для мастерских с ограниченным пространством
- Высокое качество сварки: гладкие, чистые сварные швы с глубоким проплавлением
- Низкий тепловклад: минимальная деформация и отличный внешний вид
- Многофункциональность: опциональные функции сварки, резки и очистки
- Низкая стоимость эксплуатации: меньше расходных материалов и высокая энергоэффективность
- Удобная в эксплуатации: стабильные параметры с высокой воспроизводимостью, снижены требования к квалификации оператора
Контроль качества и производственный процесс:
| Проверка перед сборкой |
Прецизионная обработка |
Вибрационная и естественная выдержка |
| Каждый компонент станка проходит точное измерение прямолинейности направляющих и геометрической точности. Нивелиры проверяют линейные размеры, чтобы каждая деталь соответствовала проектным стандартам. |
Черновая обработка на высокой скорости удаляет заусенцы и излишки материала, после чего следует финишная обработка для получения гладких, ровных поверхностей, обеспечивающих долгосрочную точность резки. |
Остаточные внутренние напряжения снимаются с помощью вибрации и естественных тепловых циклов. Этот процесс повышает жесткость конструкции, стабильность и точность геометрических размеров основания станка. |
| Процесс сборки |
Сварка и прочность конструкции |
Окончательный осмотр и испытания |
| Направляющие рейки и зубчатые рееки устанавливаются и калибруются квалифицированными специалистами с использованием точных инструментов, обеспечивая плавную передачу и стабильную работу оборудования. |
Сварка в среде СО₂ гарантирует прочные, бездефектные соединения, повышая общую прочность каркаса, долговечность и стабильность резки. |
Динамические испытания производительности проверяют точность позиционирования, повторяемость и точность микроперемещений. Интерферометры компенсируют любые ошибки реек, обеспечивая превосходную точность резки. |
Тег:
- Воздушно-охлаждаемый волоконно-лазерный сварочный аппарат
- Лазерная сварочная машина
- Компактное оборудование для лазерной сварки
- Лазерная машина для сварки металлических листов
-
Промышленный волоконный лазерный сварочный аппарат