Ճշգրտության ինժեներավարման միջոցով ապրանքի որակի և հաճախորդների բավարարվածության բարձրացում
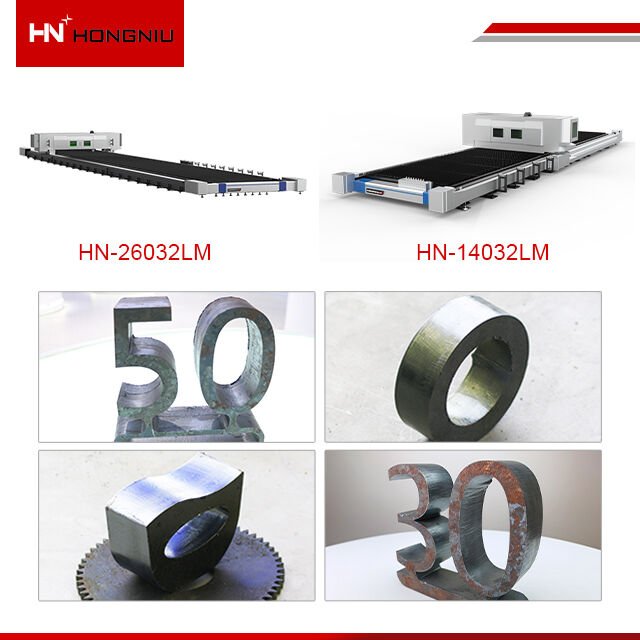
Մետաղի լազերային կտրող անվտանգ մեքենան կտրում է ճշգրտությամբ, որը հիմնարարորեն փոխում է արտադրական հնարավորությունները, հնարավորություն ընձեռում է արտադրել բաղադրիչներ, որոնք գերազանցում են ավանդական մեթոդների հնարավորությունները: Այս բացառիկ ճշգրտությունը պայմանավորված է լազերային ճառագայթի անհավատալիորեն նեղ ֆոկալ կետով, որը սովորաբար չափում է 0.1-ից 0.3 մմ տրամագիծ, ինչը կտրող փայտերի արտադրությունն է շատ ավելի փոքր, քան մեխանիկական կտրող գործիքները: Լազերը կառավարող համակարգչային թվային կառավարման համակարգը հետեւում է ծրագրավորված կտրման ուղիներին, որոնց կրկնվողությունը չափվում է միկրոներով, ապահովելով, որ յուրաքանչյուր հատվածը համապատասխանում է բնօրինակ նախագծման բնութագրերին, անկախ նրանից, թե դուք արտադրում եք մեկ նախատիպ կամ տաս հազար արտադր Այս հետեւողականությունը վերացնում է ձեռքով կտրման գործընթացներում ներկա փոփոխությունները, որտեղ օպերատորի հոգնածությունը, գործիքի սպառումը եւ մարդու դատողությունը մասերի միջեւ չափային անհամապատասխանություններ են առաջացնում: Մետաղի անվտանգ լազերային կտրող մեքենան ֆոկուսային հեռավորությունը պահպանում է ավտոմատ կերպով բարձրության զգացող համակարգերի միջոցով, որոնք անընդհատ կարգավորում են կտրող գլխի դիրքը նյութի մակերեւույթի նկատմամբ, փոխհատուցելով շերտերի խեղաթյուրումը կամ հաստության փոփոխությունները, որոնք Լազերային կտրման միջոցով արտադրվող եզրերի որակը գերազանցում է մեխանիկական մեթոդների որակը, մաքրված եւ սահուն կտրվածքներով, որոնք պահանջում են նվազագույն կամ ոչ մի երկրորդական ավարտական գործողություն: Դուք վերացնում եք մաքրման, փակցնելու եւ մաքրման քայլերը, որոնք ավելացնում են ժամանակի եւ աշխատուժի ծախսերը ավանդական կտրման աշխատանքային հոսքերի վրա, միաժամանակ ավելացնելով չափման սխալների հնարավորություններ: Դժվար է, երբ լազերային կտրող մեքենաները բարդ երկրաչափություններ ունեն, որոնք դժվարանում են սովորական կտրող սարքավորումների հետ, բայց ոչ էլ հաղթահարում դրանք։ Այս հնարավորությունը ընդլայնում է ձեր նախագծման հնարավորությունները, ինչը թույլ է տալիս ինժեներներին օպտիմալացնել մասերը գործառույթների համար, այլ ոչ թե սահմանափակել նախագծերը ձեւերով, որոնք կարող են արտադրել արտադրական սարքավորումները: Փոքր խոռոչների կտրումը հատուկ ուժ է ներկայացնում, քանի որ լազերը ճշգրիտորեն ստեղծում է բացումներ, որոնց տրամագծերը մոտենում են նյութի հաստությանը, ինչը անհնար է մեխանիկական հարվածների կամ փորիչների հետ, որոնք պահանջում են նվազագույն տրամագծ-ծաղկության հարաբերակց Անհամախառնման կտրման գործընթացը վերացնում է մեխանիկական լարվածությունները, որոնք խեղաթյուրում են նուրբ նյութերը, երբ դրանք կցվում եւ կտրվում են ֆիզիկական գործիքներով, ինչը հնարավորություն է տալիս հաջողությամբ մշակել նուրբ աշխատանքային կտորներ, որոնք կկոտրվեն կամ կեղտոտվեն Մատերալների խնայողությունները արագ են կուտակվում շնորհիվ ճշգրտության խառնել ծրագրային ապահովման, որը մասերը տեղադրում է մետաղական շերտերի վրա նվազագույն հեռավորությամբ, առավելագույնի հասցնելով նյութերի օգտագործումը եւ նվազեցնելով կոտորածների արտադրությունը, ինչը ուղղակիորեն ազդում է