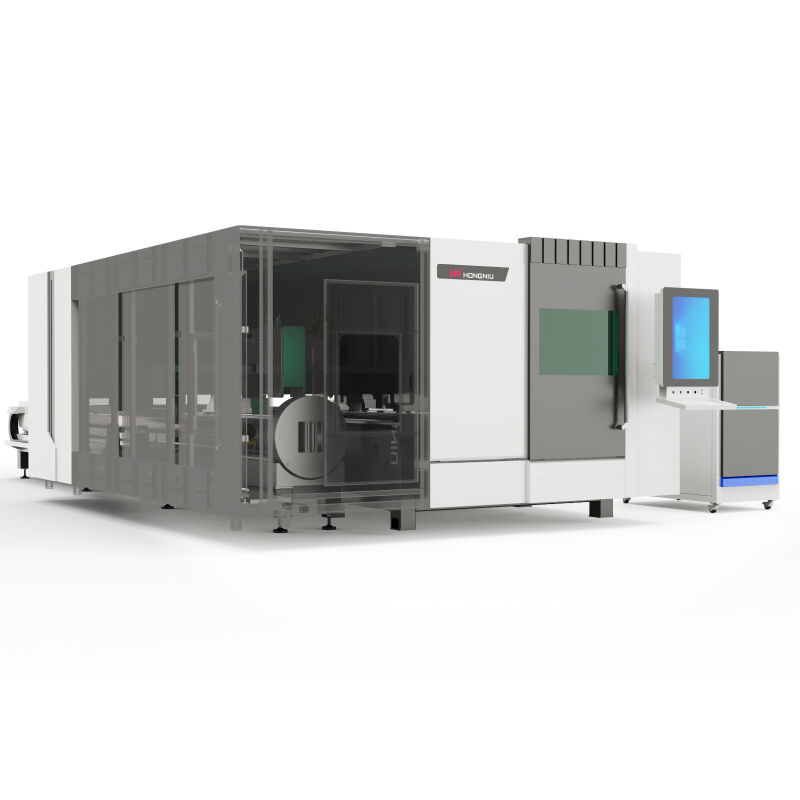
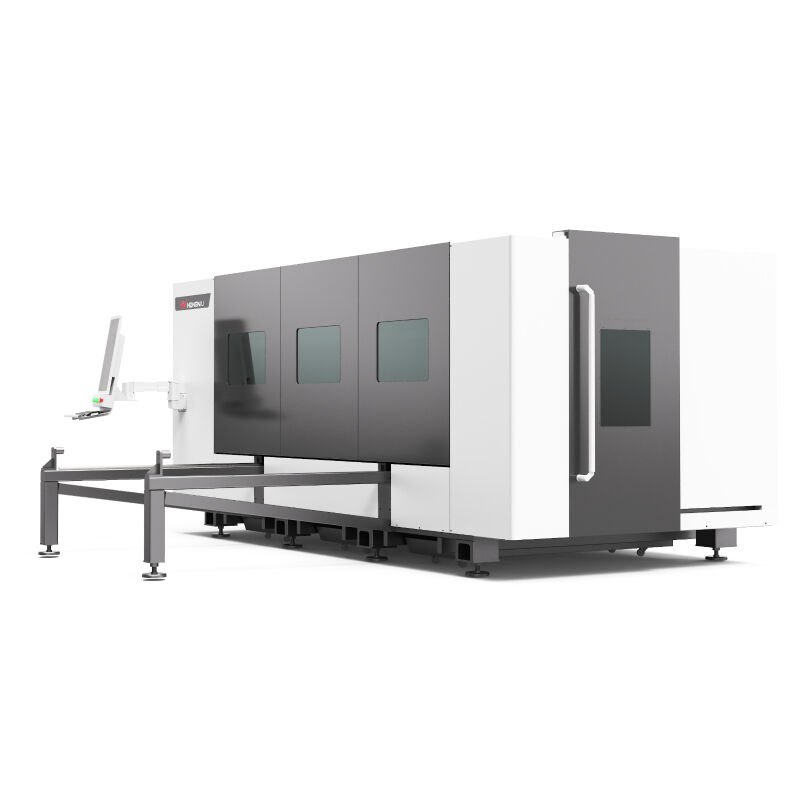
Intelligens anyagmozgatás automatikus betöltéssel és kirakodással
A modern cső alapú fémvágó lézerberendezések kifinomult anyagmozgatási rendszerekkel vannak felszerelve, amelyek automatizálják a betáplálási és kiürítési folyamatokat, így drámaian növelik a gyártási teljesítményt, miközben csökkentik munkaerő-igényüket. Ezek az intelligens rendszerek általában motoros görgős szállítószalagokból, nehezített (pneumatikus vagy hidraulikus) emelő mechanizmusokból és érzékelővezérelt pozicionálási technológiából állnak, amelyek együtt mozgatják a nyers csőanyagot a tárolórácsokról a vágási folyamaton keresztül, majd a kész alkatrészeket a gyűjtőterületekre anélkül, hogy emberi beavatkozás szükséges lenne. Az automatikus betáplálás akkor kezdődik, amikor a gép befejezi egy vágási ciklust, és jelezi, hogy készen áll új anyag felvételezésére; ekkor a táplálórendszer kiválasztja a következő csövet a sorból, lézer- vagy ultrahangérzékelők segítségével megméri hosszát és átmérőjét, majd pontosan pozicionálja a befogó csavaros rögzítő területén belül. A mért adatokat a vezérlőszámítógépbe továbbítják, amely ellenőrzi, hogy a betáplált anyag megfelel-e a programozott feladat specifikációinak, és kiszámítja az optimális elrendezést, hogy minimálisra csökkentsék az egyes csőhosszakból keletkező hulladékot. A precíziós pozicionálás biztosítja a csövek konzisztens igazítását a lézer vágófejéhez képest, így fenntartja a pontos feldolgozáshoz szükséges szigorú tűréseket anélkül, hogy az operátornak darabról darabra korrekciót kellene végeznie. Miután a vágás befejeződött, az automatikus kiürítő rendszer óvatosan átmozgatja a kész alkatrészeket a meghatározott gyűjtőedényekbe vagy szállítószalagokra, és a programozott kritériumok szerint – például alkatrészszám, méret vagy ügyfélrendelés – szortírozza őket, ami leegyszerűsíti a következő összeszerelési vagy csomagolási műveleteket. Az anyagmozgatás automatizálása jelentős termelékenységnövekedést eredményez, mivel lehetővé teszi a „sötétüzem” üzemmódot a második műszakban vagy éjjel-nappali időszakban, amikor a munkaerő-költségek a legmagasabbak, illetve amikor a munkavállalók nem állnak rendelkezésre, így hatékonyan bővíti a termelési kapacitást anélkül, hogy arányosan növelni kellene a személyzeti költségeket. A folyamatos áramlásos feldolgozás megszünteti azt az állóidőt, amely manuális műveletek esetén akkor keletkezik, amikor a munkavállalók új csöveket szállítanak be és eltávolítják a kész alkatrészeket, így a drága lézeres vágóberendezés folyamatosan értékteremtő munkával van elfoglalva, nem pedig anyagmozgatási feladatokra várakozik. Az automatizálással járó biztonsági javulások közé tartozik, hogy a munkavállalóknak többé nem kell nehéz csőanyagot emelniük és mozgatniuk a gép környezetében, csökkentve ezzel az ergonómiai terhelést, valamint a manuális anyagmozgatásból fakadó összenyomódásos sérülések és hátfájások kockázatát. Az intelligens rendszerek továbbá megakadályozzák a berendezés károsodását vagy selejttermékek előállítását okozó betáplálási hibákat is, mivel az érzékelők ellenőrzik az anyag típusát, méretét és orientációját a vágási folyamat elindítása előtt, és kizárják a kompatibilis anyagokat, valamint figyelmeztetik az operátorokat a megfelelő anyagok utántöltésére. A cső alapú fémvágó lézerberendezés gyorsabb beállítási időt nyer, ha feladatok között váltanak, mivel az automatikus táplálórendszer gyorsan alkalmazkodik különböző csőméretekhez a támaszpozíciók, a befogó távolság és a táplálási sebesség beállításával a tárolt paraméterek alapján minden egyes anyagspecifikációhoz. Számos anyagmozgatási rendszerbe beépített puffer-tárolási kapacitás lehetővé teszi az operátorok számára, hogy kényelmes időpontokban több csövet is egyszerre töltsenek be, ahelyett, hogy folyamatosan figyelnék a gépet, így tovább optimalizálva a munkaerő-allokációt az üzem egészében. A betáplálás, vágás, forgatás és kiürítés funkciók közötti összehangolt automatizálás zavartalan gyártási folyamatot hoz létre, amely maximalizálja a berendezésre történő beruházás megtérülését, mivel magas kihasználtsági arányt biztosít az üzemidő teljes tartama alatt. A vállalkozások versenyelőnyökhöz jutnak gyorsabb rendelésfeldolgozással és a kisebb tételméretű, manuális anyagmozgatással gazdaságtalanul feldolgozható termékek gazdaságos gyártásának képességével, így új lehetőségeket nyitnak meg az egyedi gyártási piacokon és a just-in-time gyártási kapcsolatokban.